

Наименование решения
Создание автоматизированной системы управления Уровень 2 МНЛЗ-2 (далее АСУ Уровень 2).
Задачи АСУ Уровень 2:
Идеология АСУ Уровень 2
Максимальная автоматизация работы АСУ Уровень 2, которая становится возможной за счет автоматического получения сменного задания и определения событий и параметров разливки по данным АСУ ТП. Поэтому, участие персонала в работе системы минимизировано.
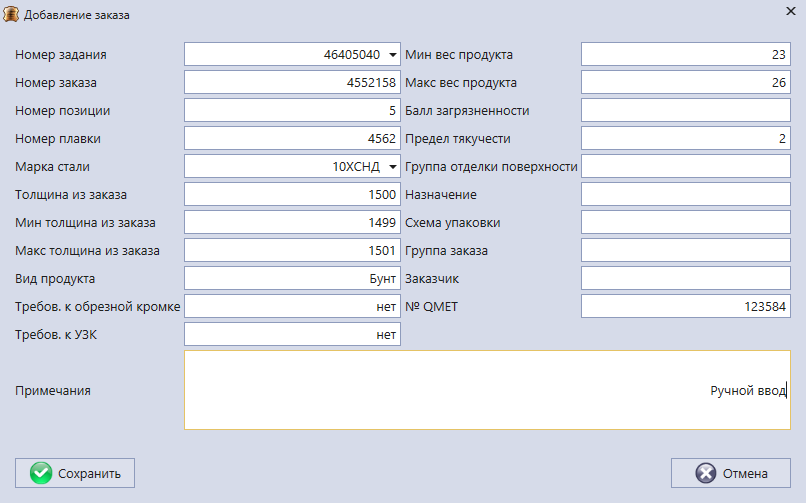
Возможность ручного ввода при неполучении информации от смежных систем. Протоколирование всех ручных операций.
Механизм интеграции в существующую инфраструктуру предприятия является гибким и имеет высокую готовность к расширению и возможным изменениям структур информационных обменов.
Многоуровневая информационная интеграция
Включение АСУ Уровень 2 в информационную структуру предприятия предполагает:
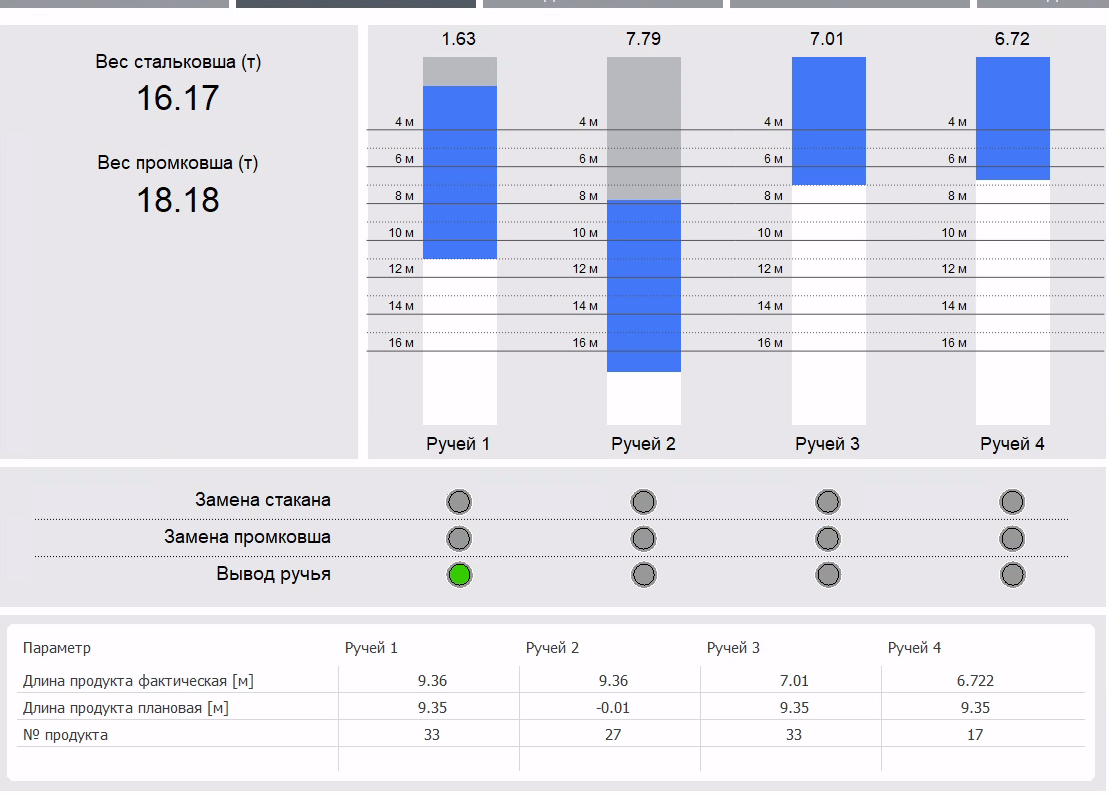
Слежение за непрерывно-литой заготовкой. Учет готовой продукции. Оценка качества
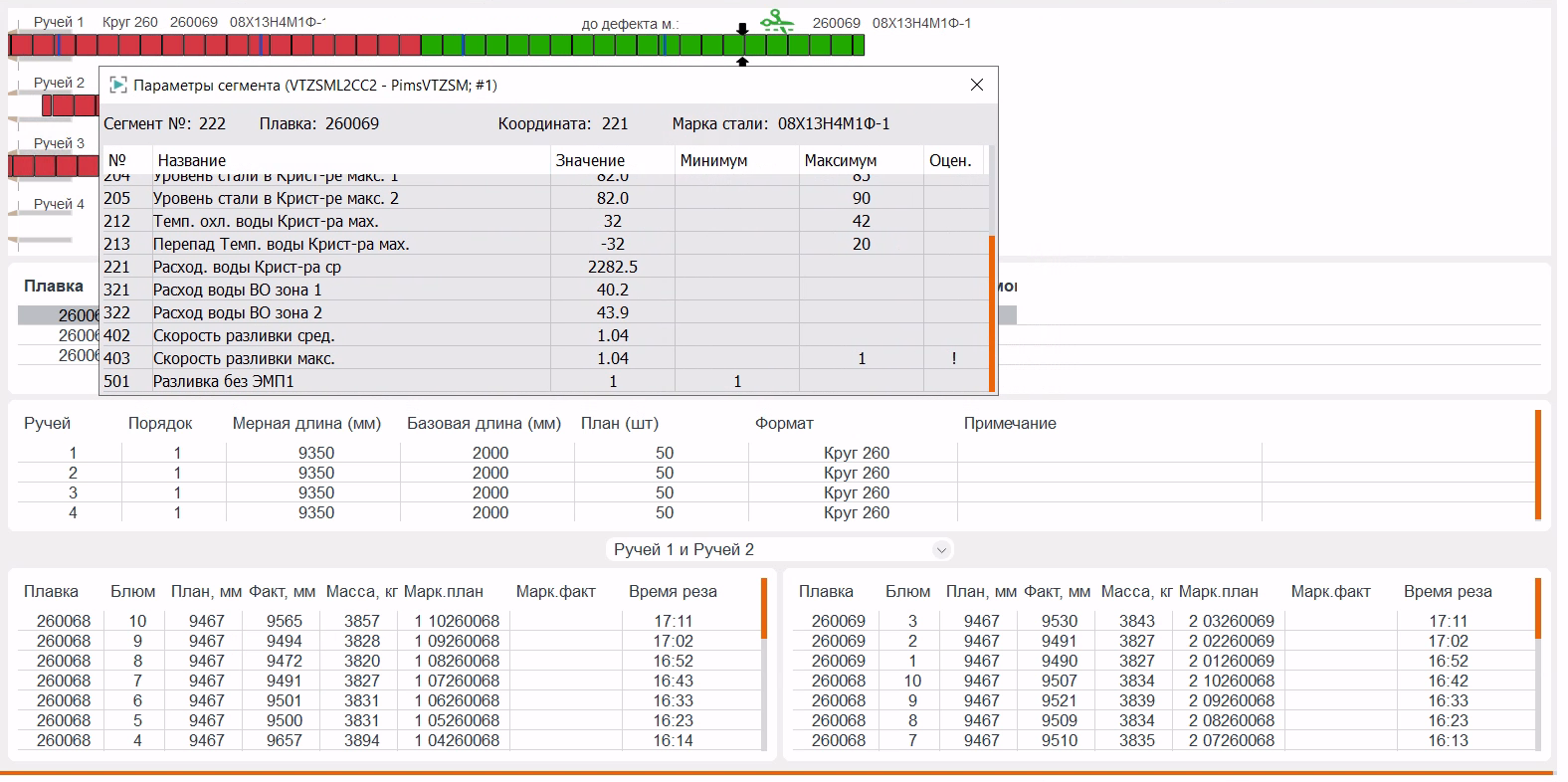
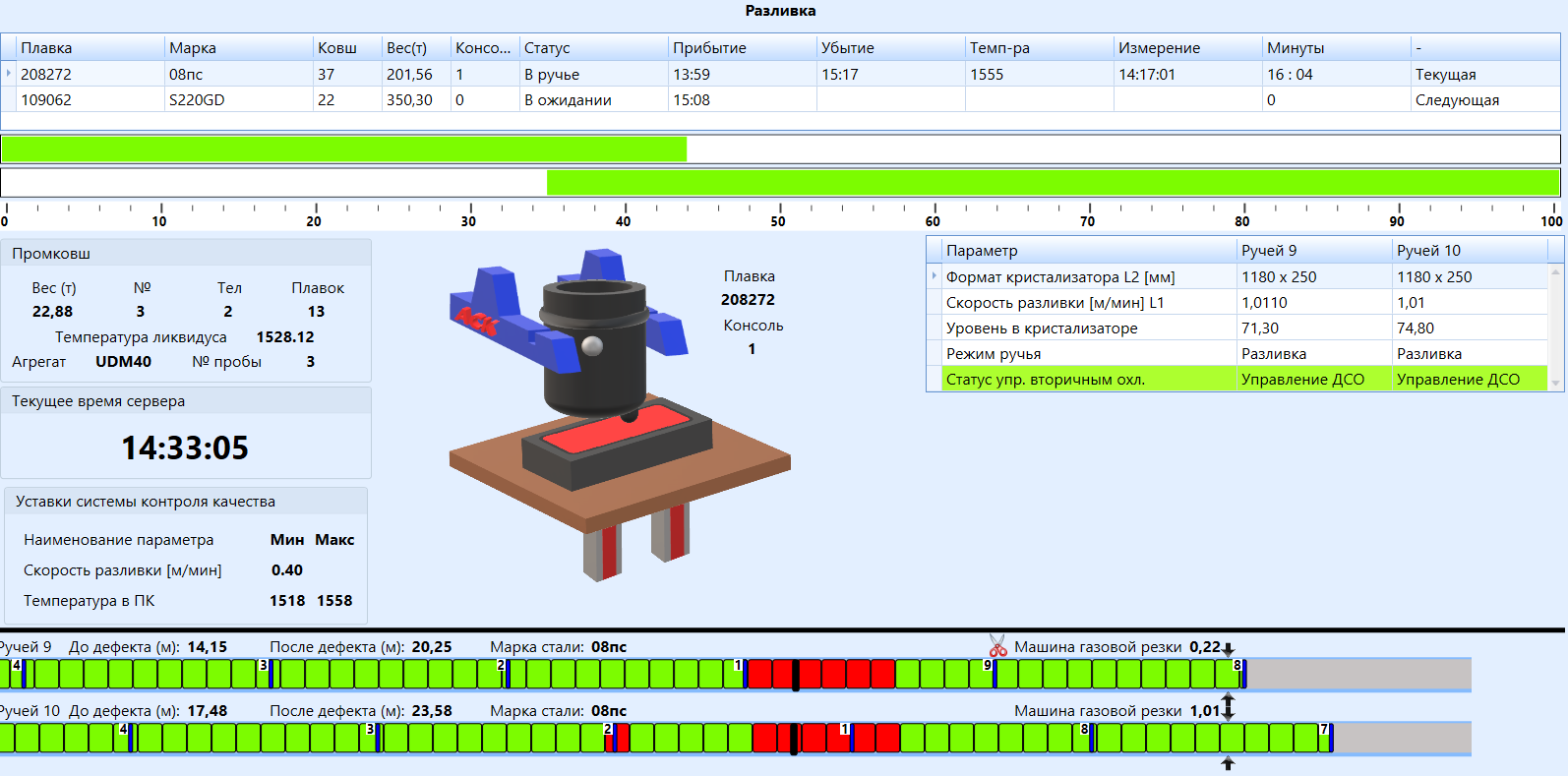
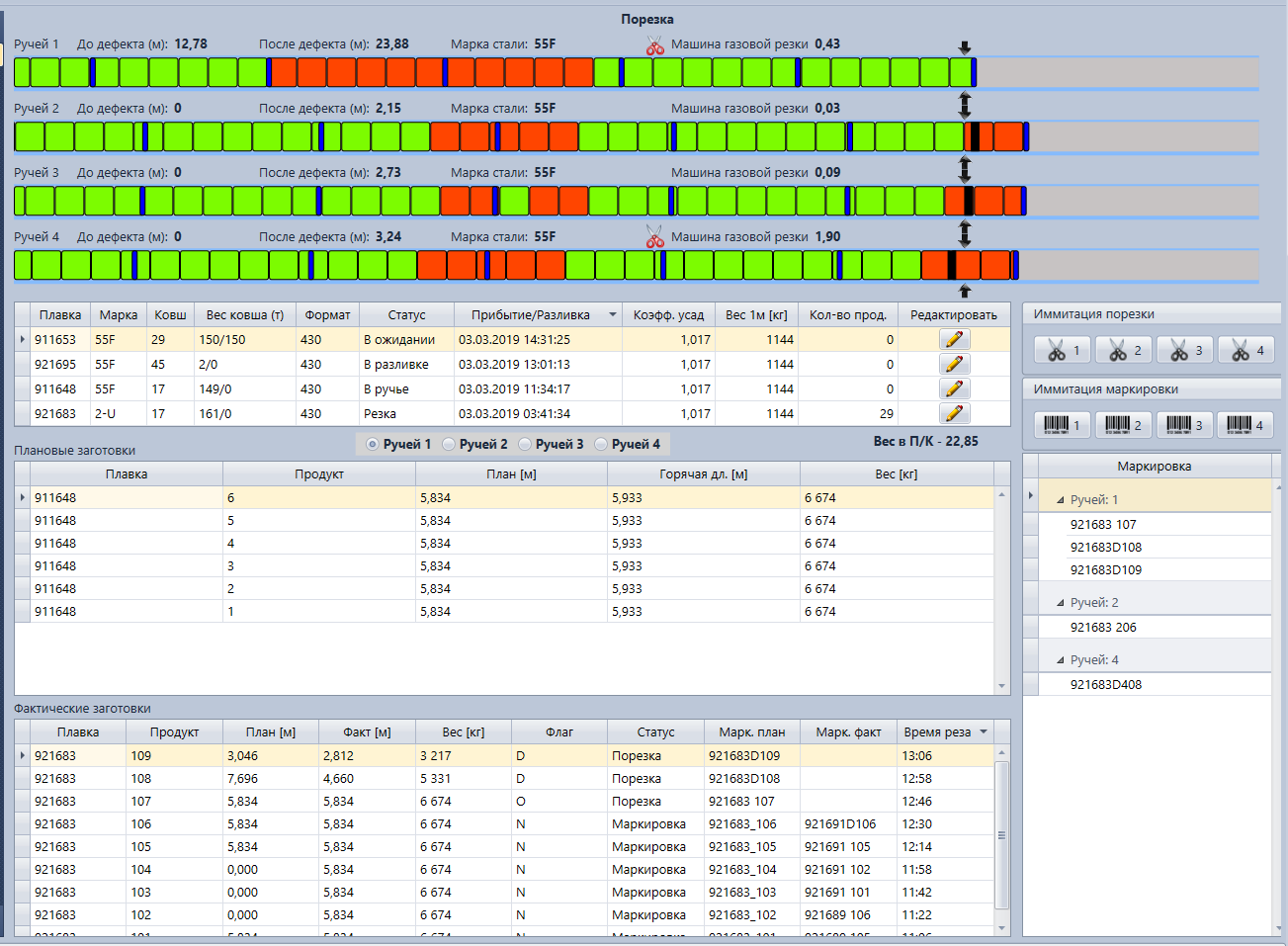
Во время разливки по сигналам от АСУ ТП определяются технологические события разливки, производится слежение за непрерывно-литой заготовкой (НЛЗ) в ручьях, а также сбор, анализ значений технологических параметров разливки и привязка их к сегментам НЛЗ.
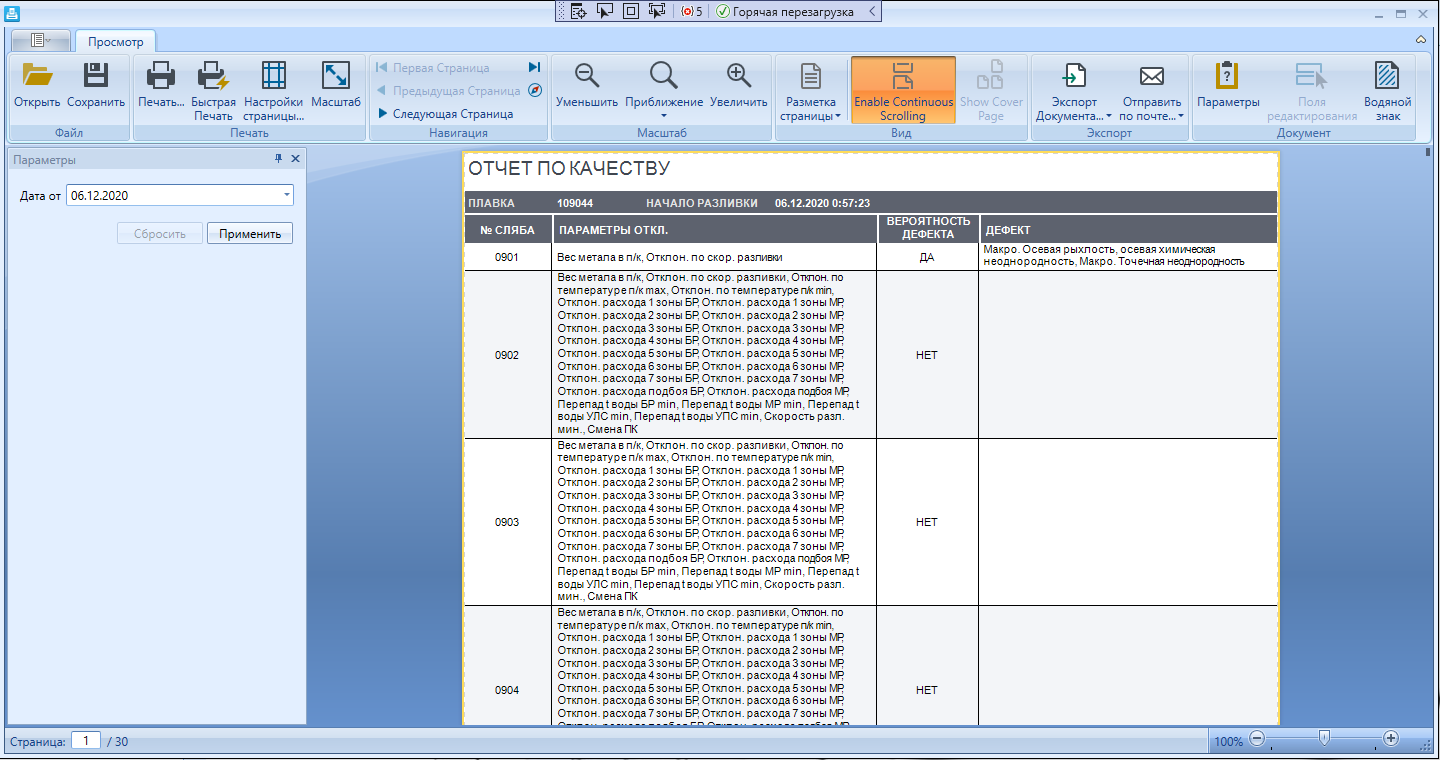
Далее, по сигналам от АСУ ТП машины газовой резки формируются единицы готовой продукции и на основе собранных данных о соответствии технологического процесса разливки проставляется автоматическая оценка качества готовой продукции.
Оператору предоставляется визуализация результатов аттестации качества НЛЗ по сегментам и готовой продукции в графическом и табличном виде.
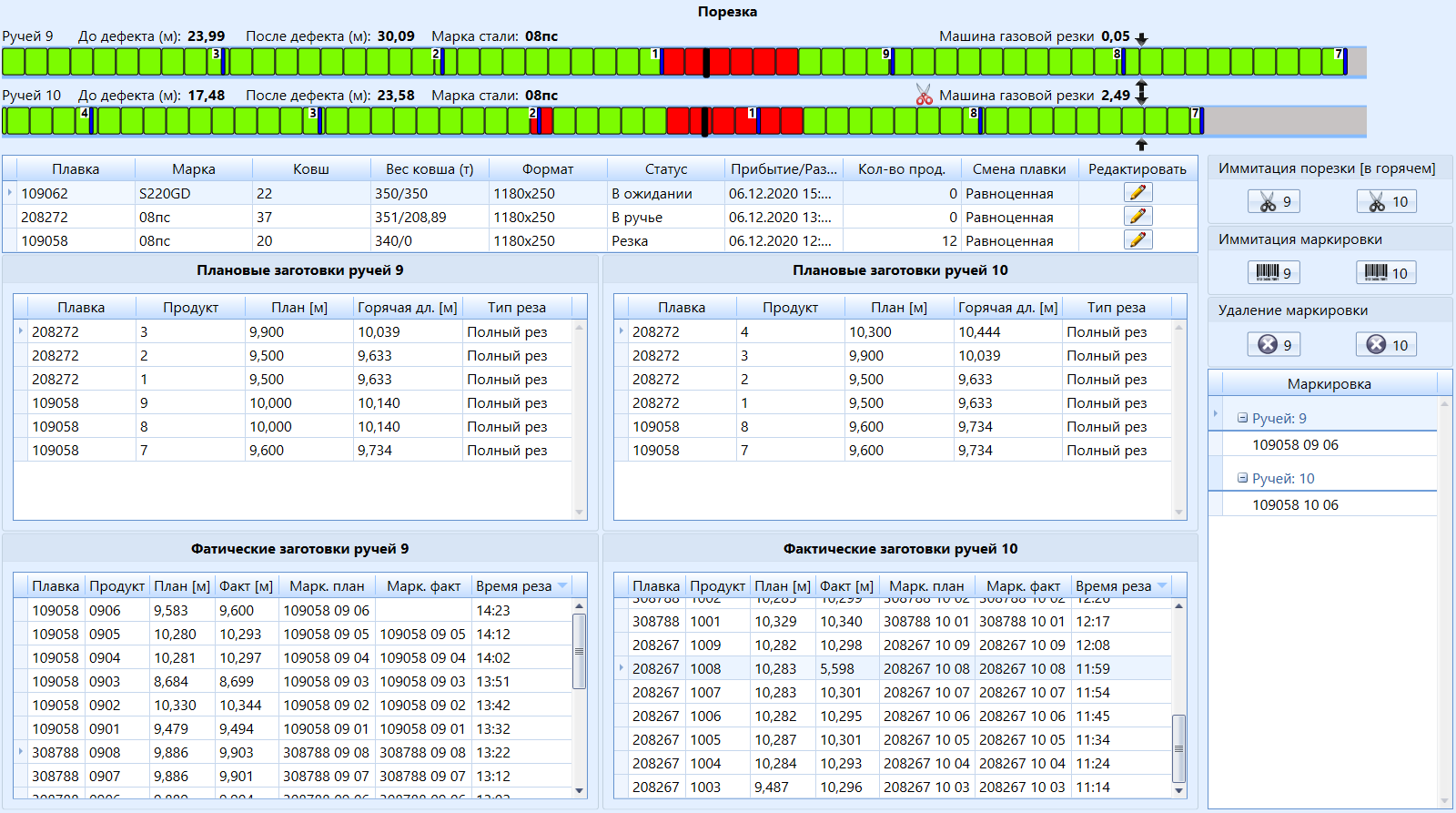
Оптимизация раскроя мерной заготовки
Специальный видеокадр предлагает оператору выбрать оптимальный момент (по минимуму технологической обрези) для проведения действий:
Управление АСУ ТП
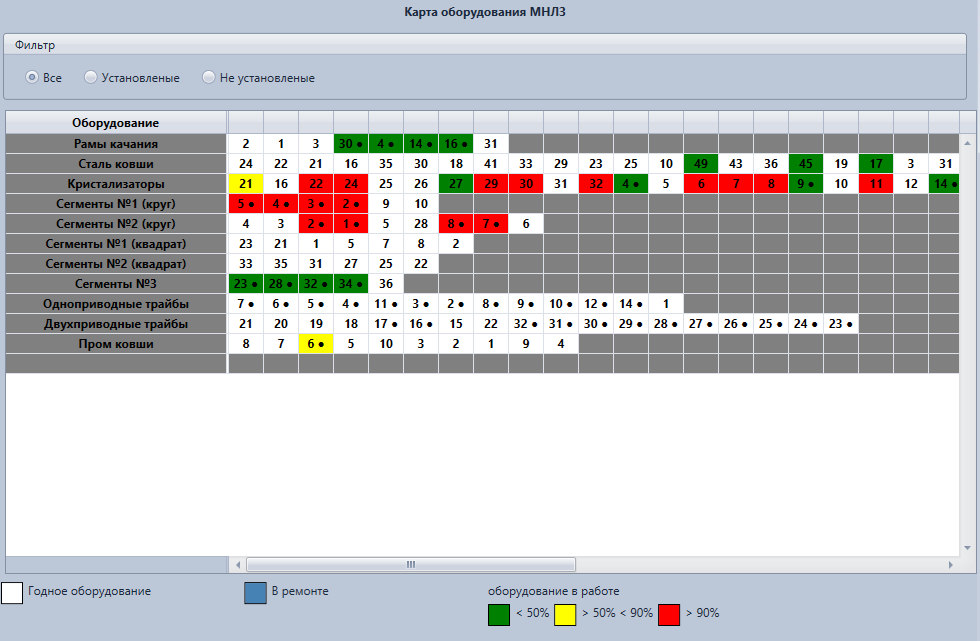
Расчет и передача на уровень АСУ ТП номеров таблиц расходов для вторичного охлаждения с учетом марок стали и разливаемого формата.
Генерация и редактирование плана порезки, автоматическая выдача заданий на порезку мерной заготовки в АСУ ТП машины газовой резки.
Генерация и передача в АСУ ТП маркировочной машины строки маркировки заданного формата.
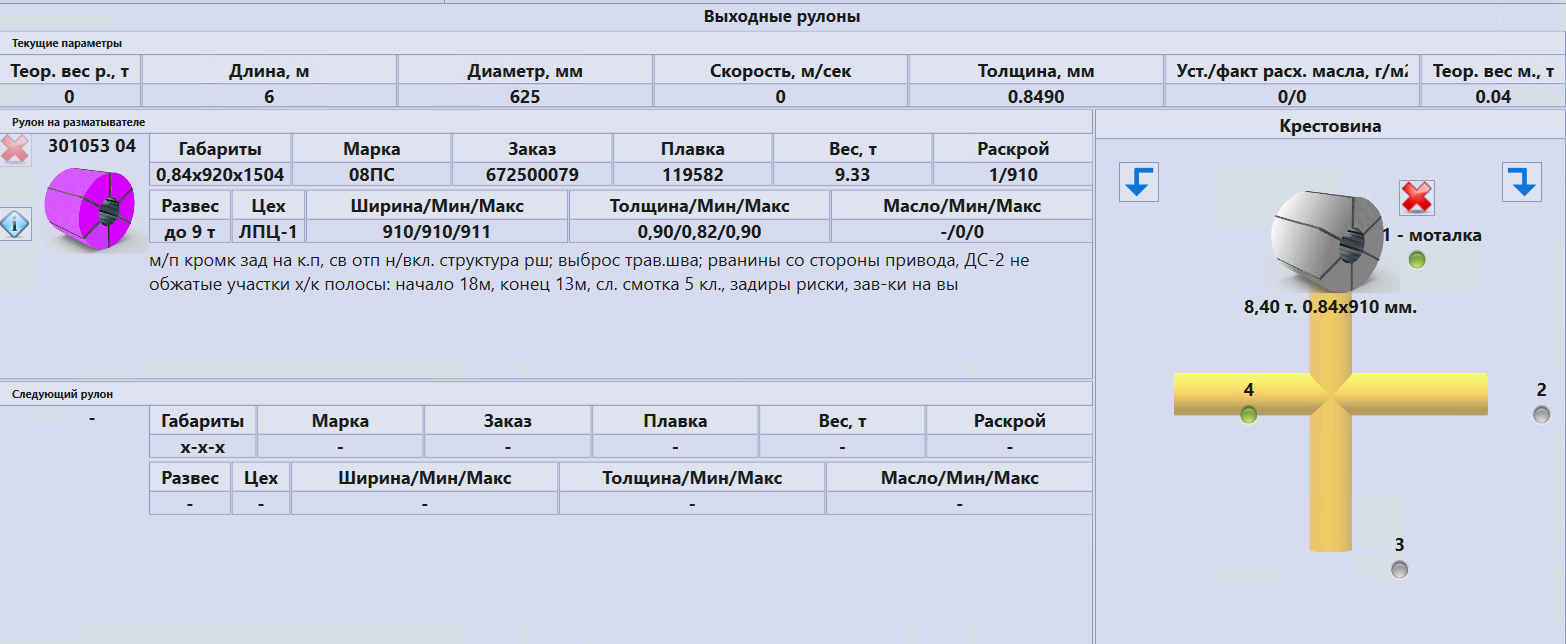
Визуализация
АСУ Уровень 2 включает несколько автоматизированных рабочих мест (АРМ). Их количество определяется набором приобретенных лицензий.
Автоматизированные рабочие места предоставляют стек видеокадров для планирования разливки, визуализации технологического процесса, анализа графиков технологических параметров, просмотра результатов разливки с точки зрения готовой продукции, генерации отчетов.
Вся работа на АРМ АСУ Уровень 2 регламентируется правами доступа.
Наименование решения
SCADA-система для фольгопрокатного стана С3-2 АО «РУСАЛ САЯНАЛ», разработанная в рамках глубокой модернизации стана С3-2.
Задачи
Система обеспечивает:
Описание
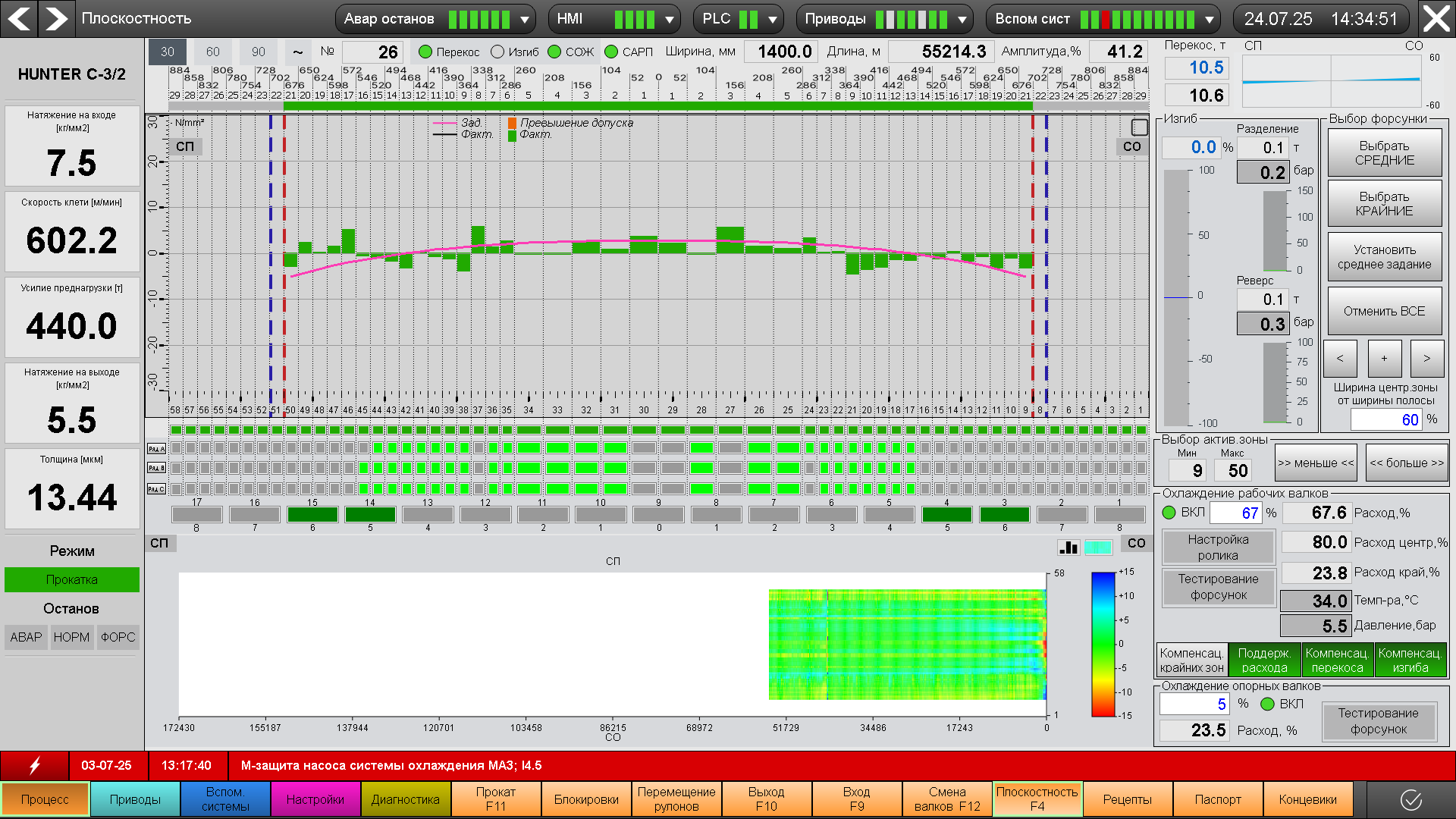
Для АО «РУСАЛ САЯНАЛ» разработана SCADA-система прокатного стана C3-2. Система развернута на отказоустойчивой архитектуре с резервированием серверов баз данных и включает четыре АРМ оператора с графическими приложениями.
Реализован единый интерфейс с расширенным функционалом мониторинга и управления. Ключевые данные постоянно доступны на экране независимо от активной панели: конфигурируемая строка состояния агрегата с группировкой битов состояния оборудования, боковая панель с основными технологическими параметрами, строка индикации последнего события с приоритетом вывода аварийных сообщений.
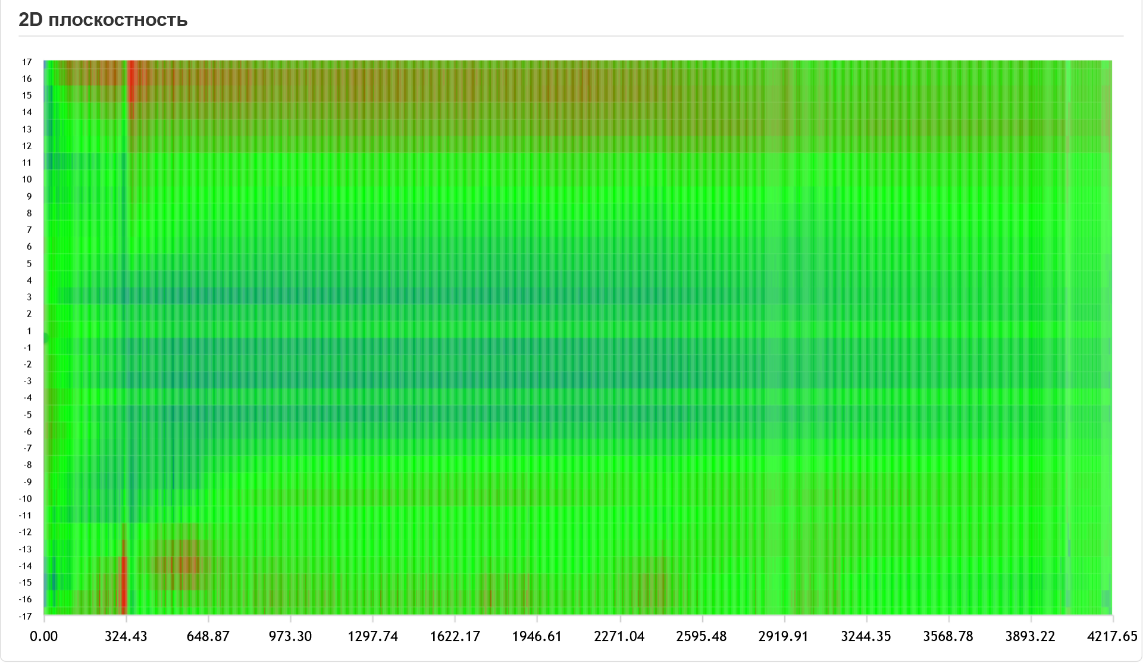
Операторам доступны: исторические графики всех параметров за весь период архивирования, журналы предупреждений и аварий, визуализация планшетности в реальном времени с отклонениями по толщине и усилиям. Интегрирована система контроля плоскостности с картой отклонений по длине рулона.
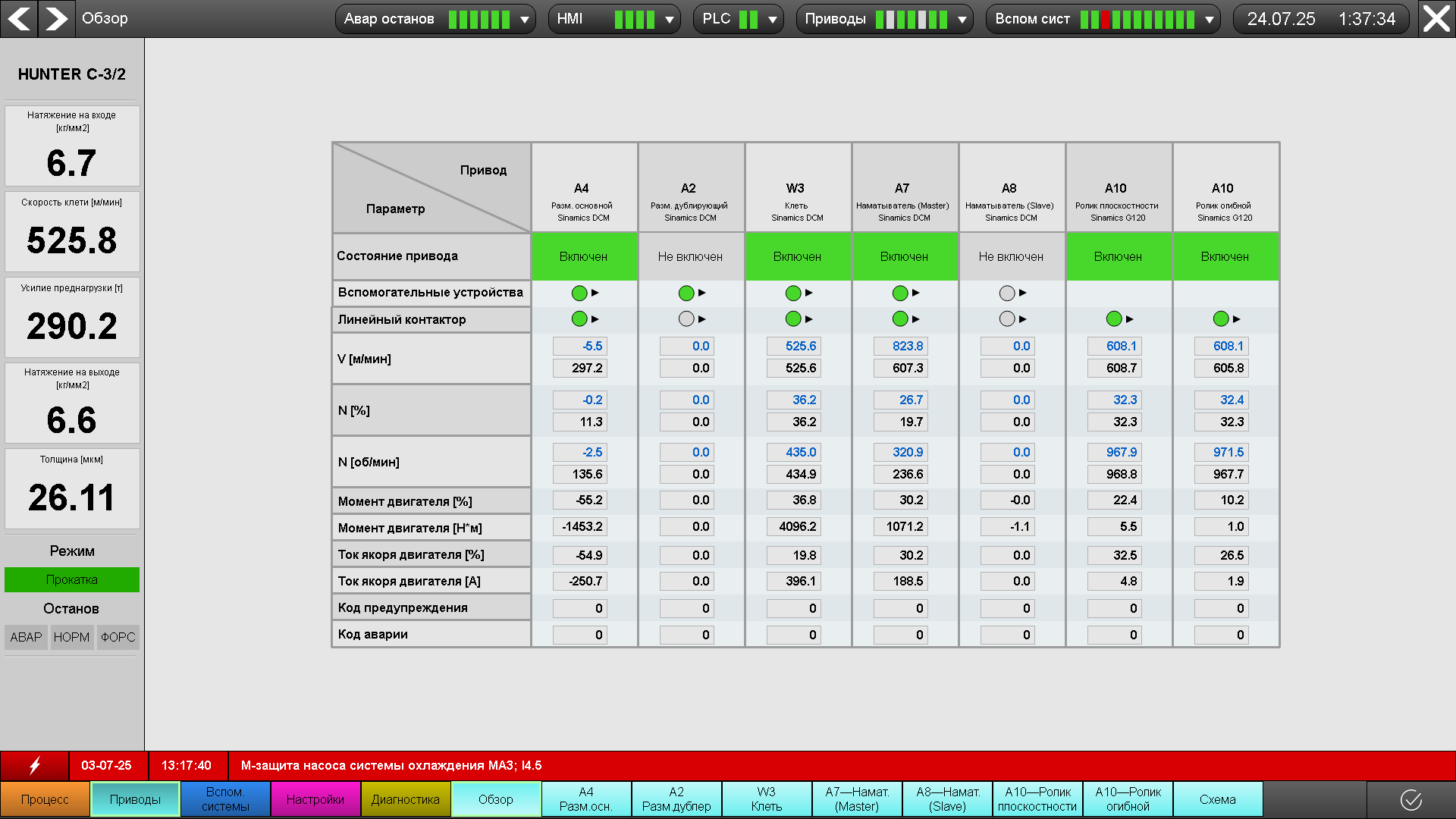
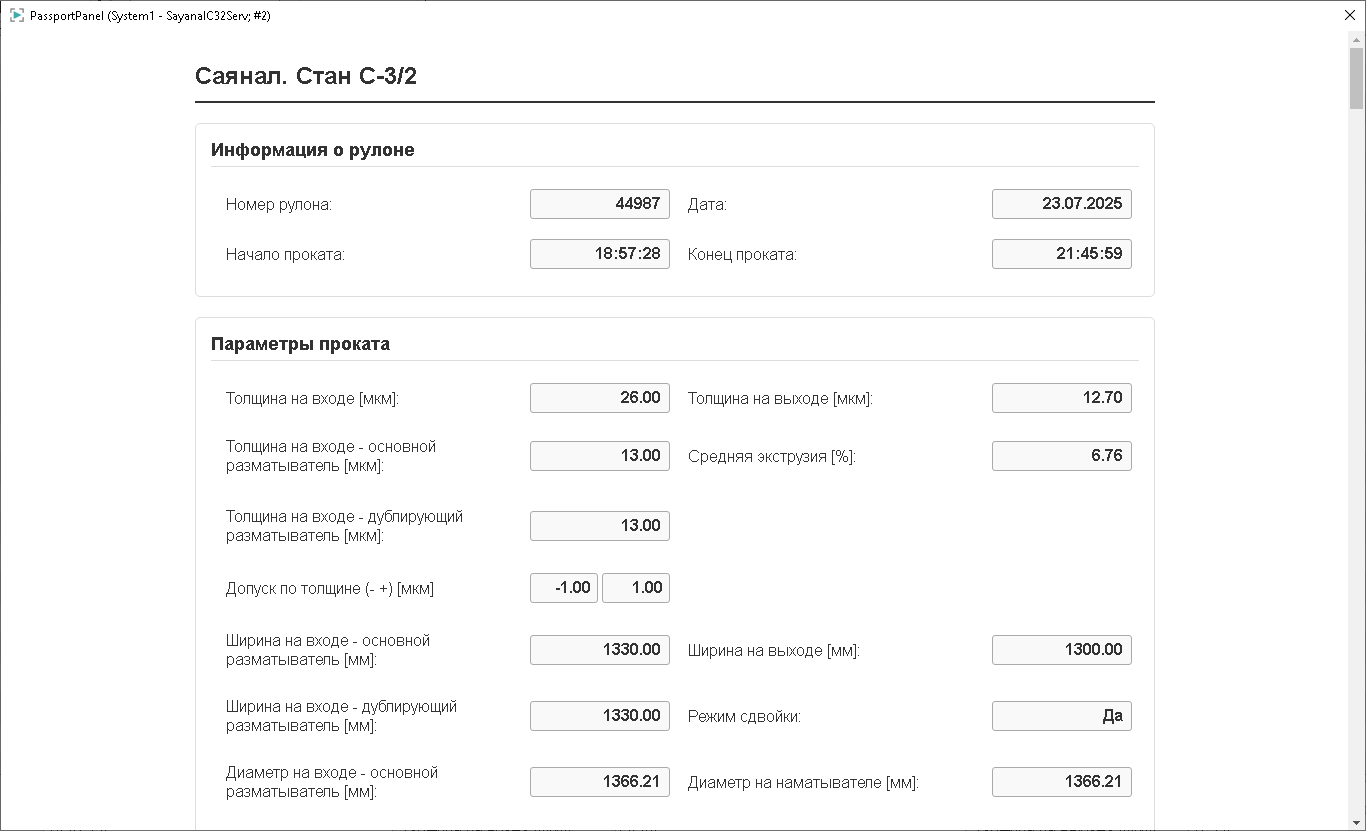
Реализована панель обзора приводов с отображением основных характеристик каждого привода, режимов работы, текущих нагрузок и возможностью перехода к детальному просмотру параметров выбранного устройства в отдельной вкладке. Внедрены гибко конфигурируемые паспорта для вывода данных по произвольным источникам, заведенным в систему архивирования.
Дополнительно разработано веб-приложение для просмотра паспортов рулонов, обеспечивающее доступ к данным независимо от основной системы через стандартный браузер.
Результат
Система обеспечила операторам стана централизованный доступ к полному объему технологической информации через единый интерфейс, исключив необходимость переключения между разрозненными инструментами.
Реализованный мониторинг параметров в режиме реального времени позволяет оперативно выявлять отклонения в работе оборудования и технологических параметрах продукции для своевременного принятия корректирующих решений.
Система обеспечивает непрерывный контроль качества выпускаемой фольги через визуализацию планшетности и плоскостности, что позволяет операторам отслеживать геометрические параметры продукции непосредственно в процессе прокатки.
Доступ к архивным данным за весь период эксплуатации системы дает возможность проводить анализ технологических режимов и выявлять закономерности для оптимизации процессов производства.
Конфигурируемость интерфейса позволяет адаптировать систему под изменяющиеся требования к отображению информации без привлечения разработчиков.
Панель обзора приводов обеспечивает комплексный контроль состояния всего приводного оборудования стана с возможностью детальной диагностики каждого устройства.
Применяемые технологии
a.SCADA, Step 7, Каскад-Цифра, JavaScript Native

Наименование решения
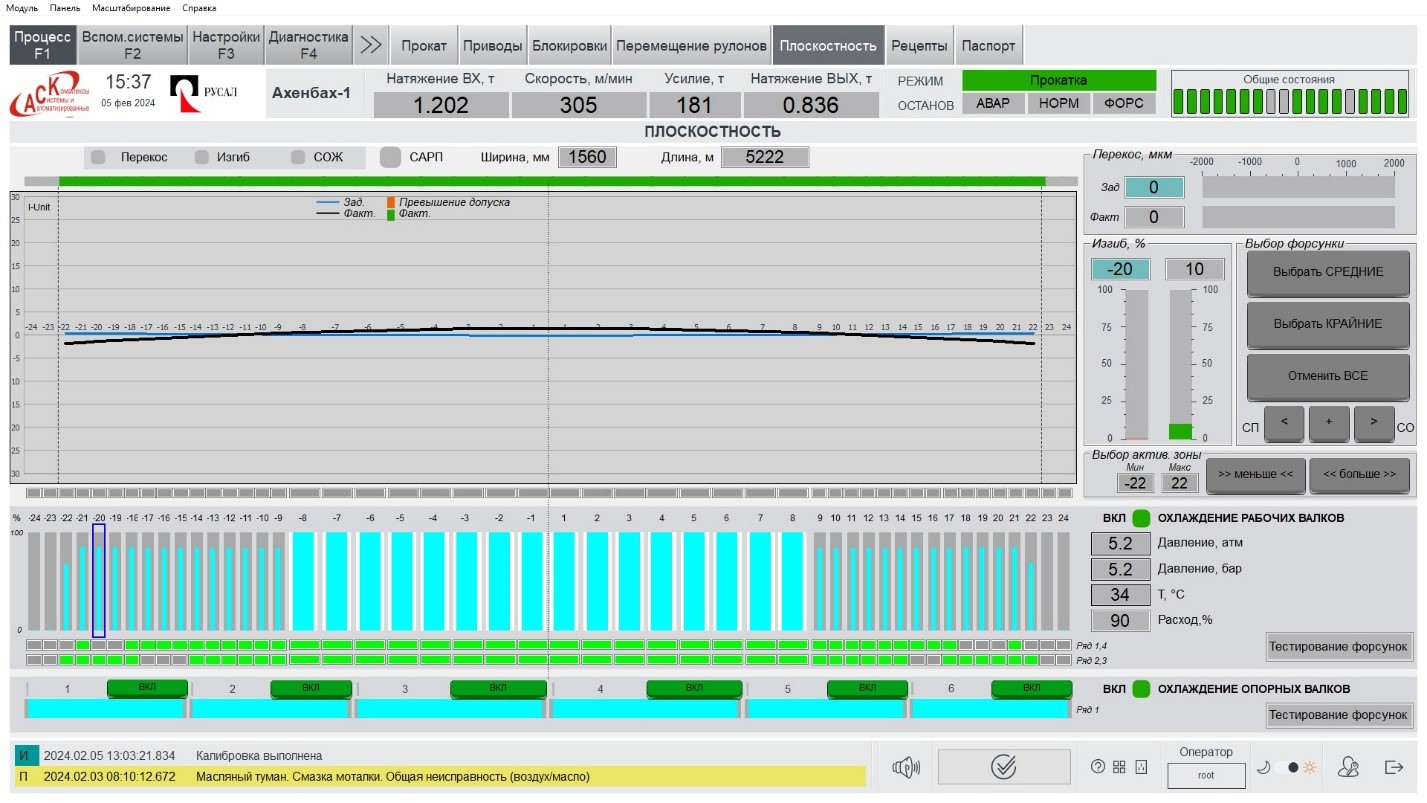
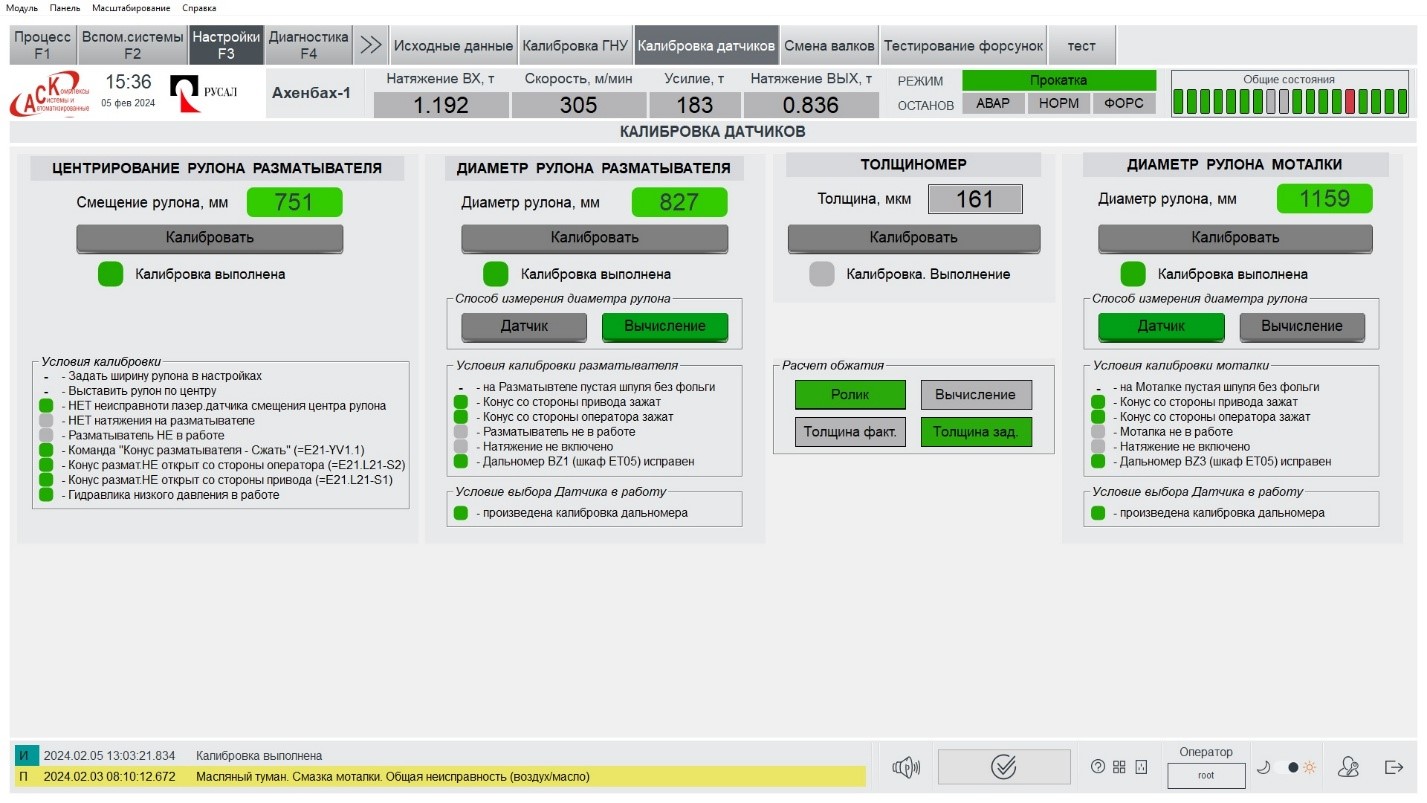
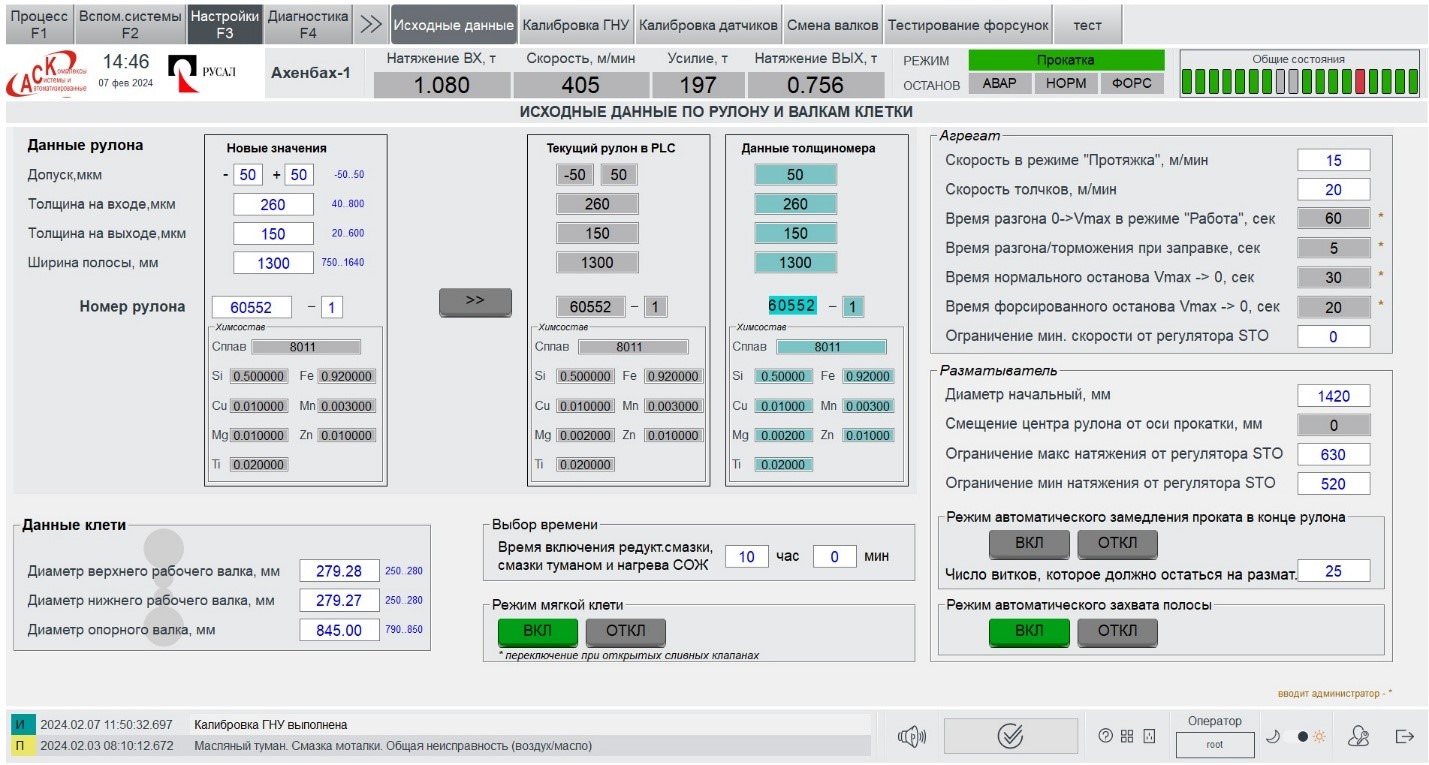
Система визуализации для фольгопрокатного стана Ахенбах-1 АО «Уральская Фольга» в рамках замены системы управления стана.
Задачи
Разработанная система обеспечивает:
Описание
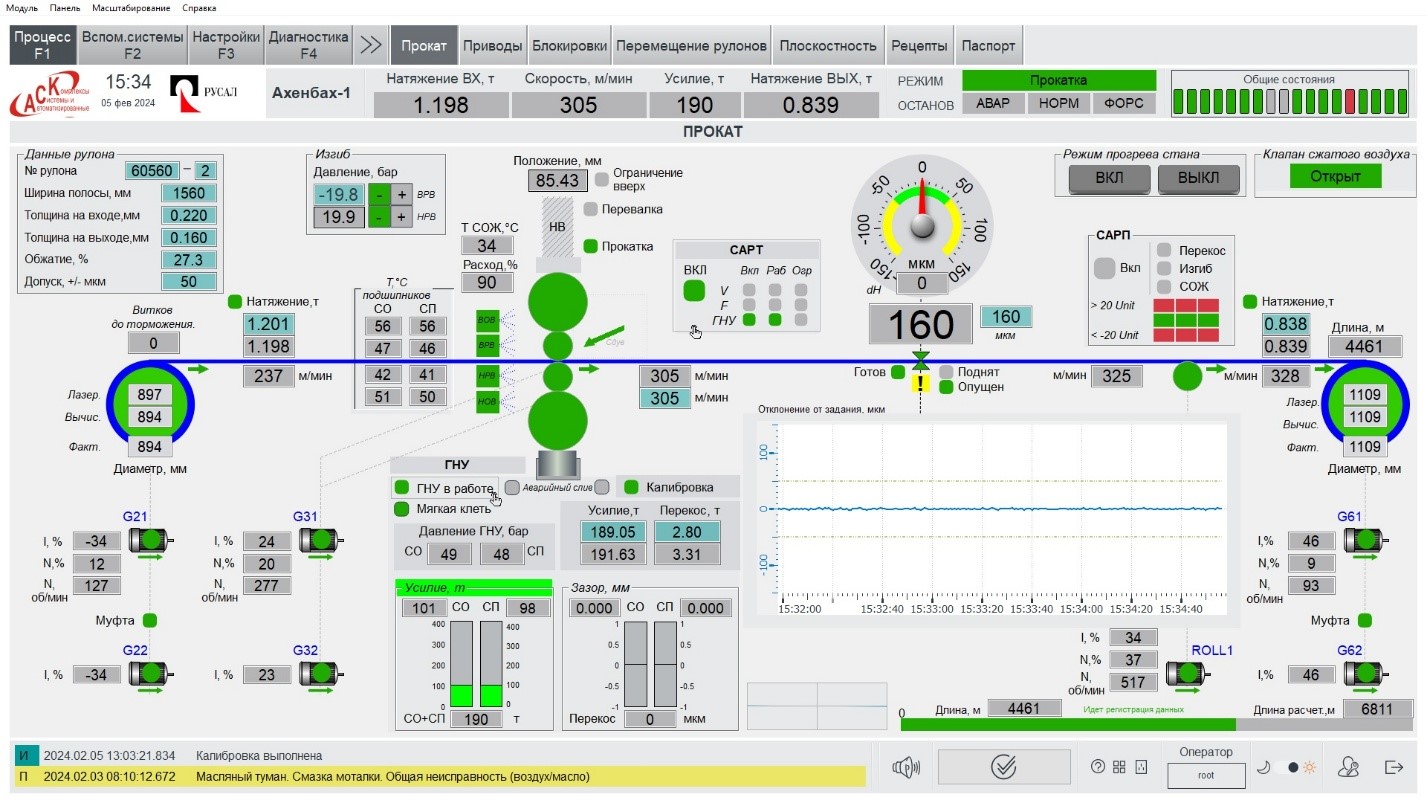
Для АО «Уральская Фольга» внедрена SCADA-система стана Ахенбах-1. Система функционирует на базе двух резервируемых серверов баз данных с двумя операторскими АРМ.
Разработан централизованный интерфейс управления с группировкой видеокадров по функциональному назначению: технологический процесс, приводное оборудование, системы блокировок. Реализована цветовая индикация состояния механизмов для быстрой визуальной оценки работоспособности оборудования.
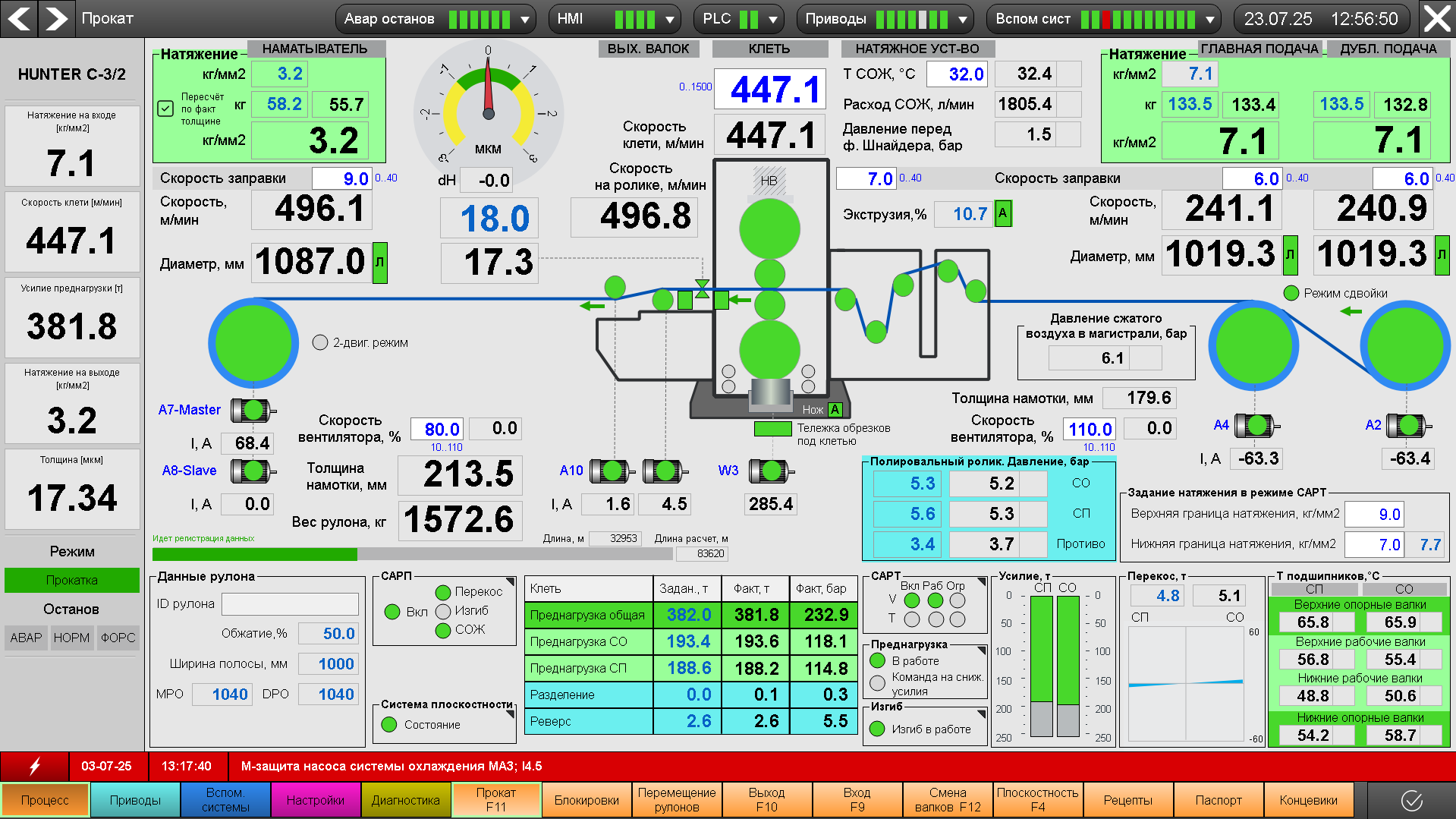
Основной видеокадр «Прокат» интегрирует ключевую информацию: параметры натяжения, толщины и скорости полосы, токи приводов, диаметры рулонов, усилия и геометрию прокатной клети, состояние систем автоматического регулирования. Доступ к историческим трендам всех параметров за полный период архивации с журналированием событий и предупреждений.
Внедрена панель детального мониторинга приводов с переходом к расширенным данным по каждому агрегату. Система паспортизации продукции включает плоскостность с накопленными данными по геометрии готовых рулонов. Реализованы настраиваемые элементы интерфейса для адаптации под требования операторского персонала.
Результат
Система обеспечила консолидацию всей производственной информации в едином интерфейсе, упростив работу операторов и сократив время на поиск необходимых данных.
Цветовая индикация состояния оборудования позволяет мгновенно оценивать работоспособность всех механизмов стана и оперативно реагировать на изменения технологических условий.
Комплексное отображение параметров на основном видеокадре дает операторам полную картину текущего процесса прокатки для точного управления режимами работы стана.
Система паспортизации обеспечивает документирование всех параметров качества продукции, включая данные о геометрии готовых рулонов, что упрощает контроль соответствия выпускаемой фольги установленным требованиям.
Доступ к архивным трендам за весь период работы системы позволяет инженерному персоналу анализировать технологические режимы и совершенствовать процессы производства.
Детализированный мониторинг приводного оборудования способствует своевременному обнаружению признаков износа или некорректной работы механизмов для планирования профилактических мероприятий.
Применяемые технологии
a.SCADA, Step 7, Каскад-Цифра


Целью создания Системы является:
Оптимальный производственный процесс это:
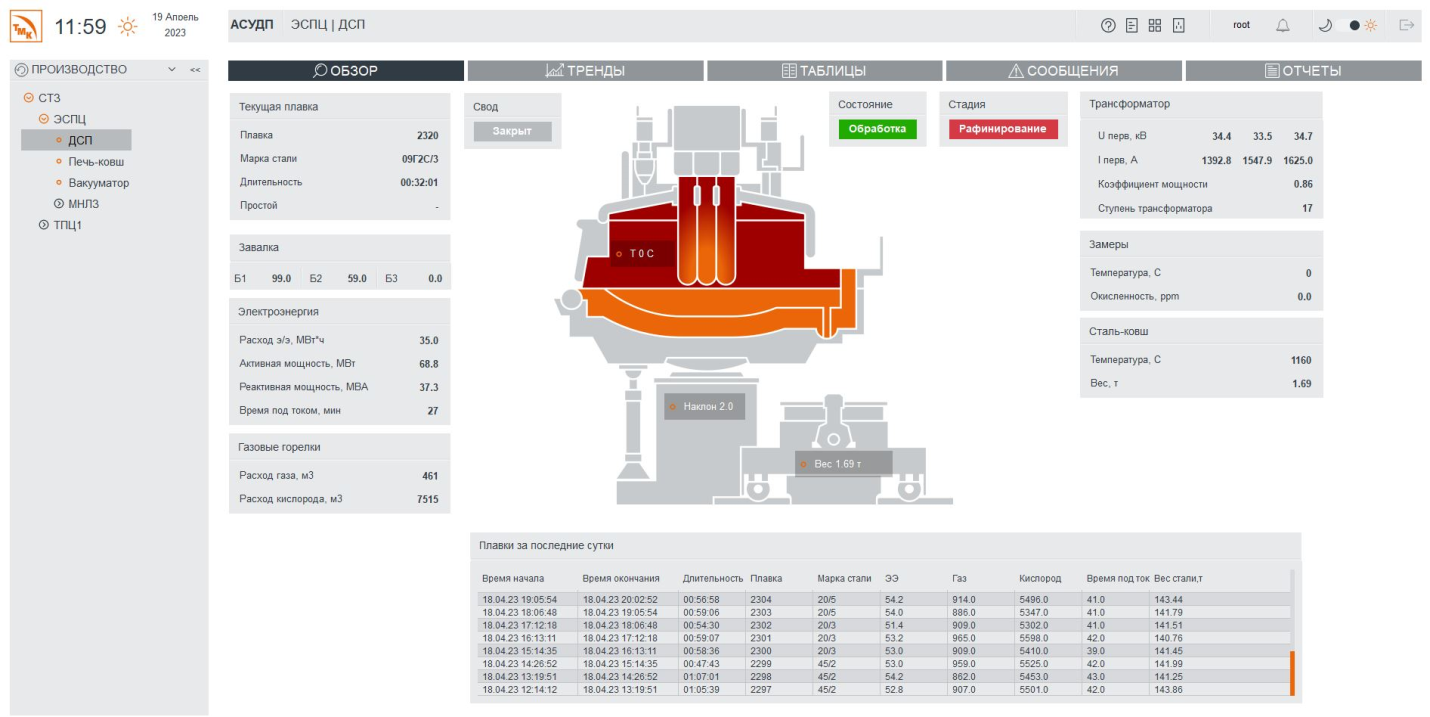
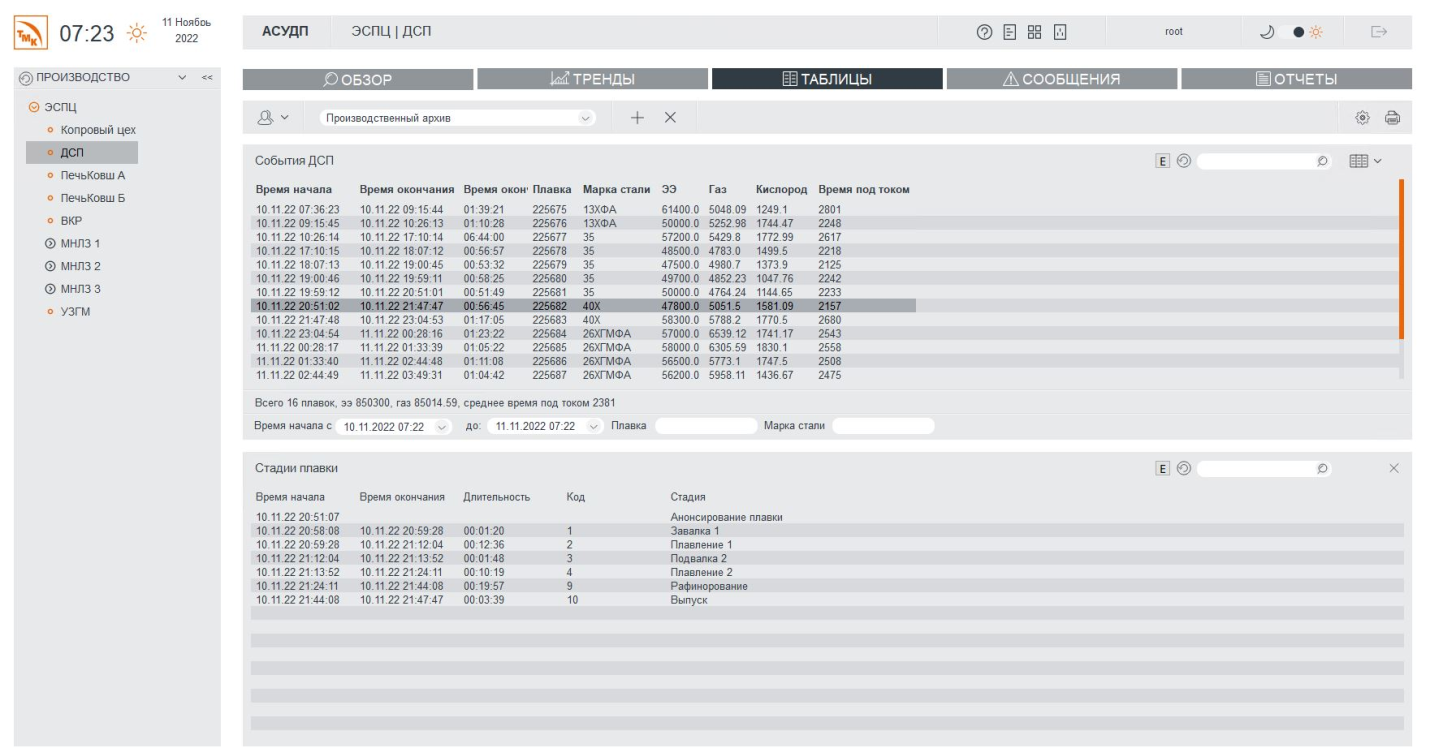
Система АСУДП помогает организовать оптимальный производственный процесс:
В рамках Пилотного проекта по системе АСУДП (PIMS) реализуется следующий объём работ:
Система построена по трехуровневой архитектуре – Холдинг/Завод/Цех.
На уровне Холдинга архитектура подразумевает сервер АСУДП, отказоустойчивость которого обеспечивается за счет использования кластера виртуализации серверов VMware.
Функции серверов АСУДП уровня Холдинг:
На уровне Завод устанавливается резервированный сервера приложений, базы данных InfluxDB и реляционной базы данных PostgreSQL.
Функции серверов АСУДП уровня Завод:
Сервера уровня Цех находится в технологической сети и обеспечивают сбор данных и передачу их на уровень Завод. Сбор оперативных данных осуществляется с помощью драйверов и менеджеров сбора данных.
Функции серверов АСУДА уровня Цех:
Повышение производительности и снижение себестоимости за счет:
Уменьшение простоев:
Экономия энергоресурсов:
Экономия материалов:
Снижение брака
a.PIMS, Step 7, С#, Каскад-Цифра, PostgreSQL, InfluxDB.

Наименование решения
Модернизация Уровня 2 автоматизированной системы управления АСУ печи фирмы EBNER.
Задачи
Реализованы следующие функции:
· обеспечение сбора и обработки данных, полученных с уровня ПЛК агрегата;
· обеспечение хранения данных в системе уровня 2. Формирование и хранение агрегированных данных в базе данных системы;
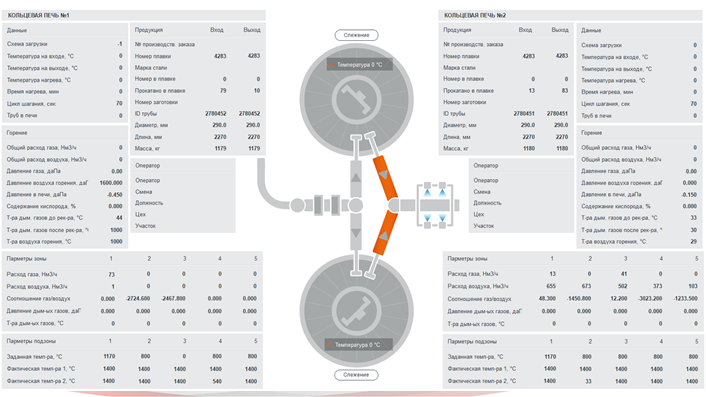
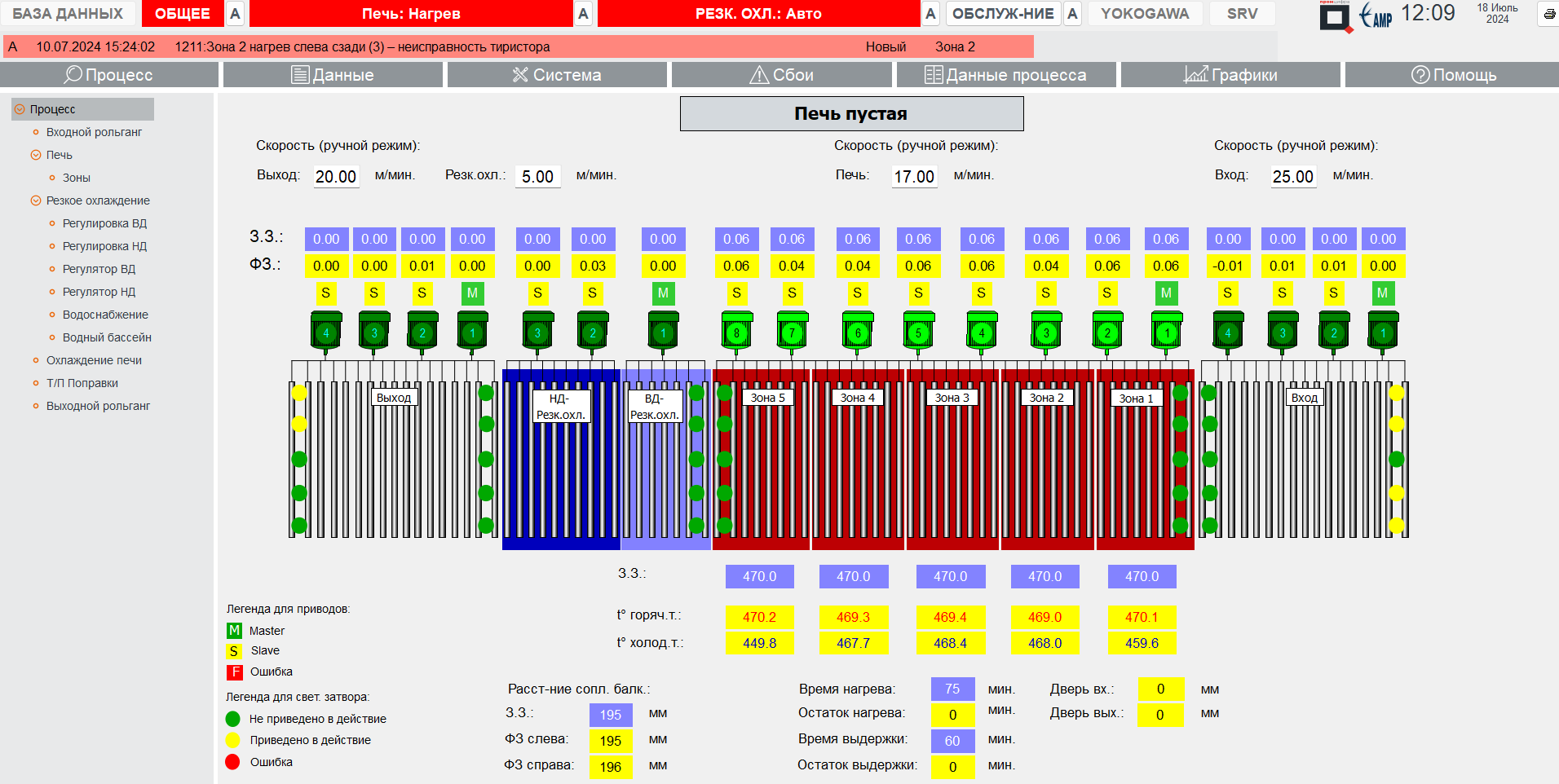
· обеспечение визуализации технического процесса обработки металла в реальном времени;
· запись и хранение данных обработки в системе IbaPDA;
· управление основными технологическими параметрами печи на всех этапах обработки;
· фиксация аварийных событий в процессе обработки металла в реальном времени;
· автоматическое формирование паспорта садки алюминиевых плит, обработанных на агрегате;
· создание сервиса формирования паспорта садки по запросу;
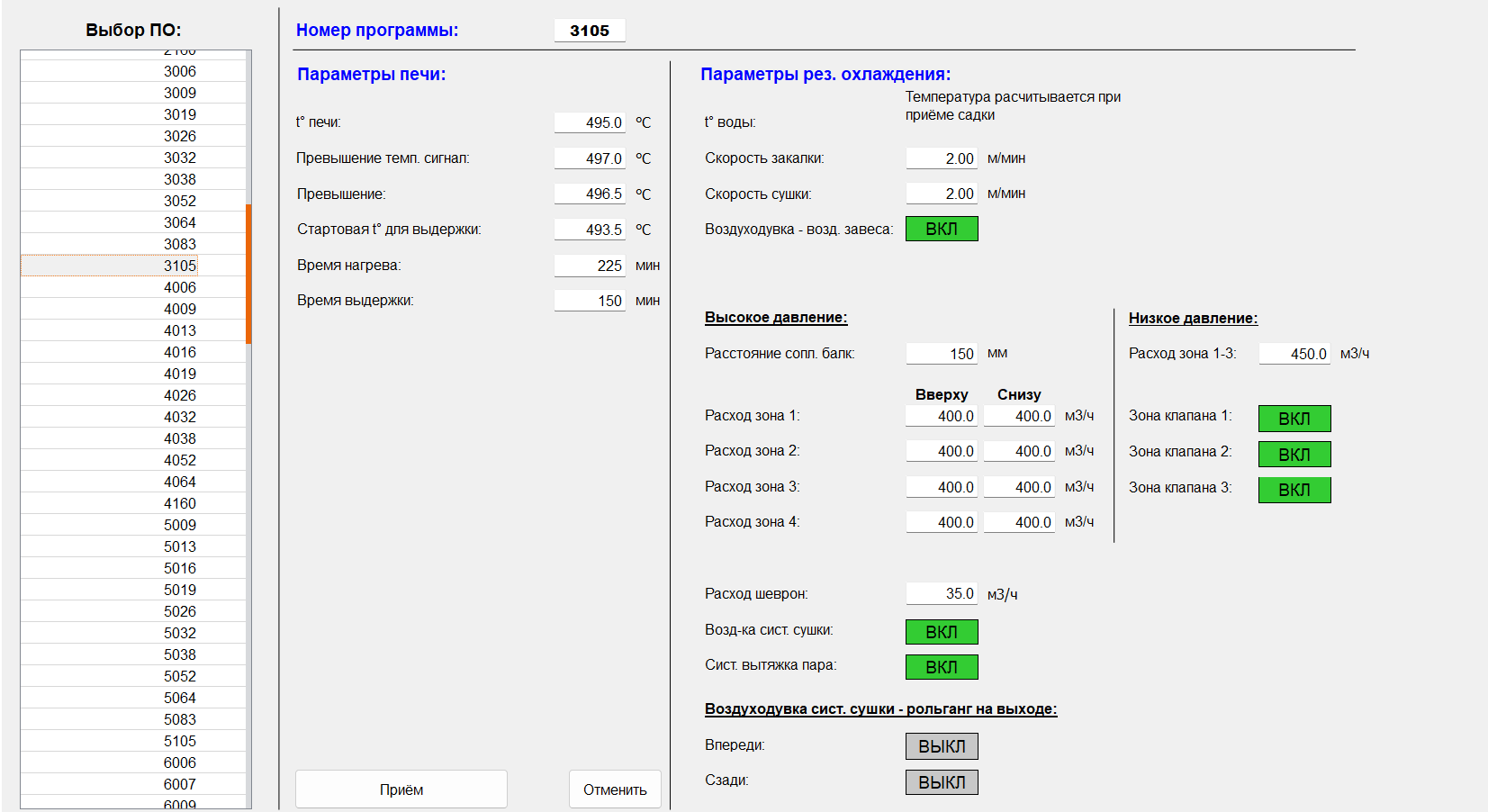
· ведение справочника режимов обработки плит и загрузка параметров обработки на уровень ПЛК;
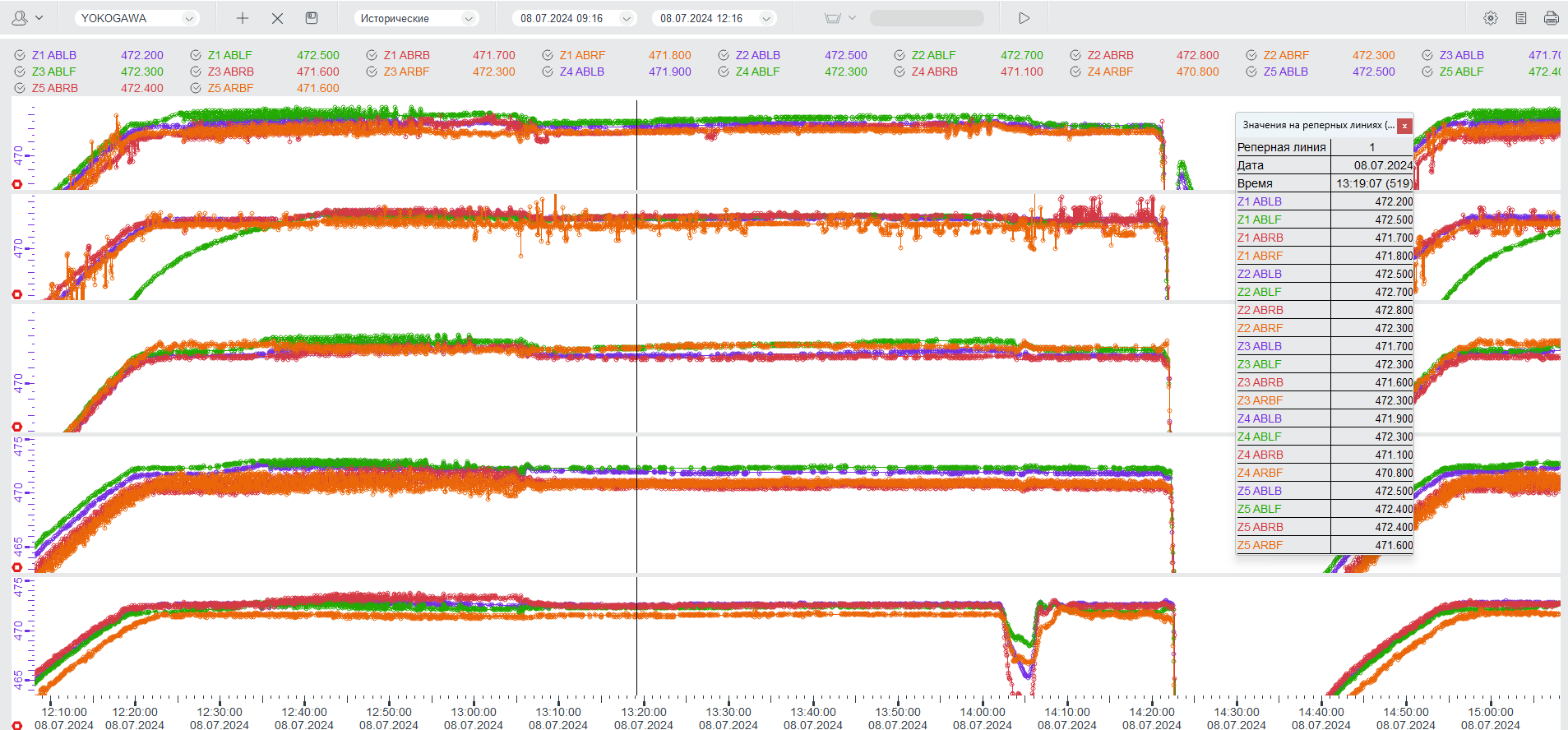
· сбор данных с гибридного рекордера фирмы Yokogawa и их синхронизированная передача в ПЛК системы АСУ в реальном времени;
· функции ведения прав доступа пользователей и отложенного старта агрегата с заданными параметрами.
Описание
Программные средства АСУ Уровень 2 печи состоят из:
· сервисов информационной интеграции с существующими системами (ПЛК, рекордер Yokogawa);
· системы анализа, обработки, хранения данных процесса;
· системы визуализации (сервер приложений и клиентские станции).
Все программное обеспечение АСУ Уровень2 развернуто на 1-м виртуальном сервере и 2-х виртуальных клиентских станциях с подключенными к ним тонкими клиентами на пультах управления печи.
В рамках АСУ Уровень2 реализованы следующие подсистемы:
· подсистема двунаправленной информационной интеграции с системами ПЛК печи и рекордера Yokogawa;
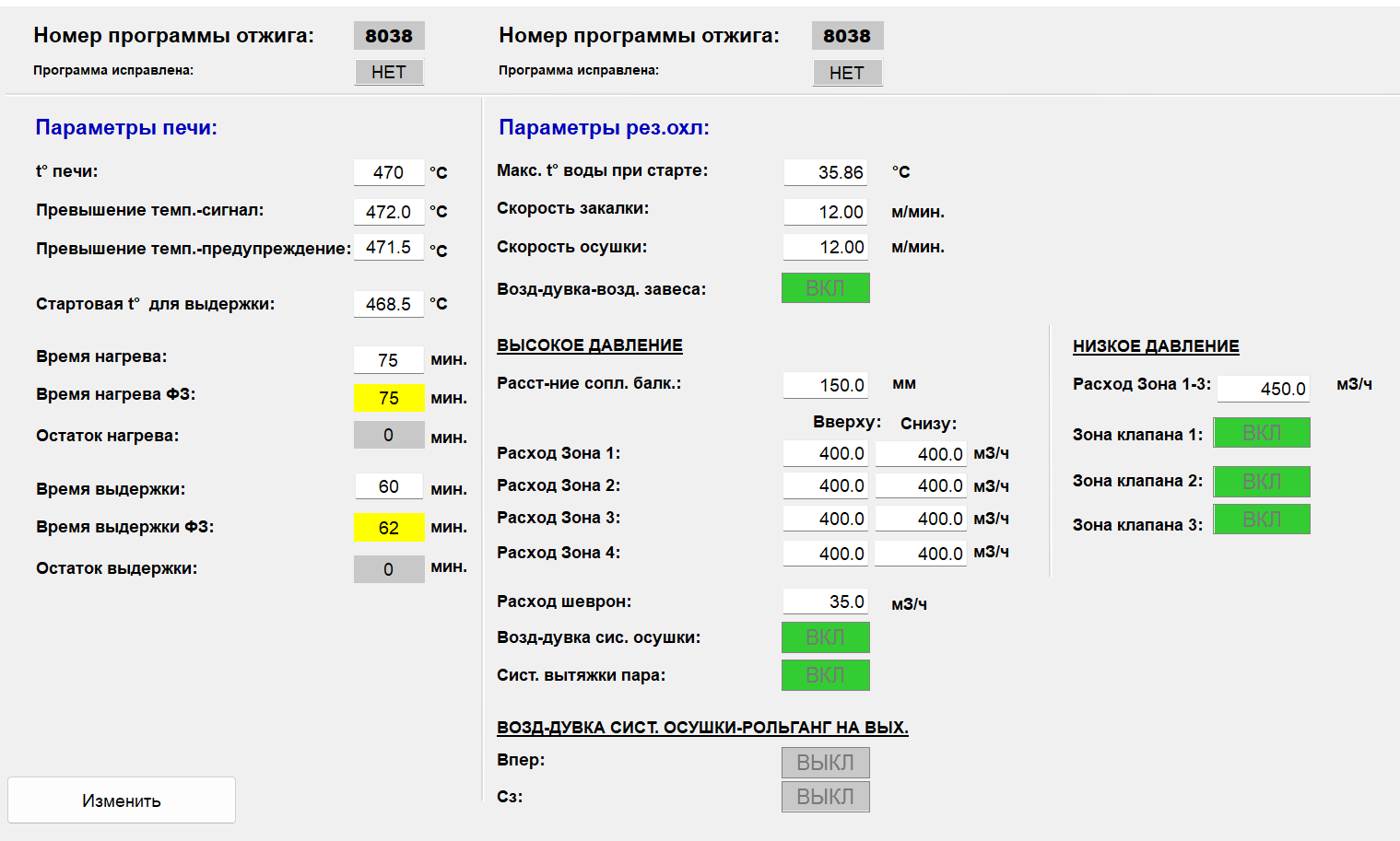
· подсистема управления АСУ ТП «Уровень 1»: передача на Уровень 1 технологических уставок производства, фиксация и двухсторонний обмен событиями работы печи;
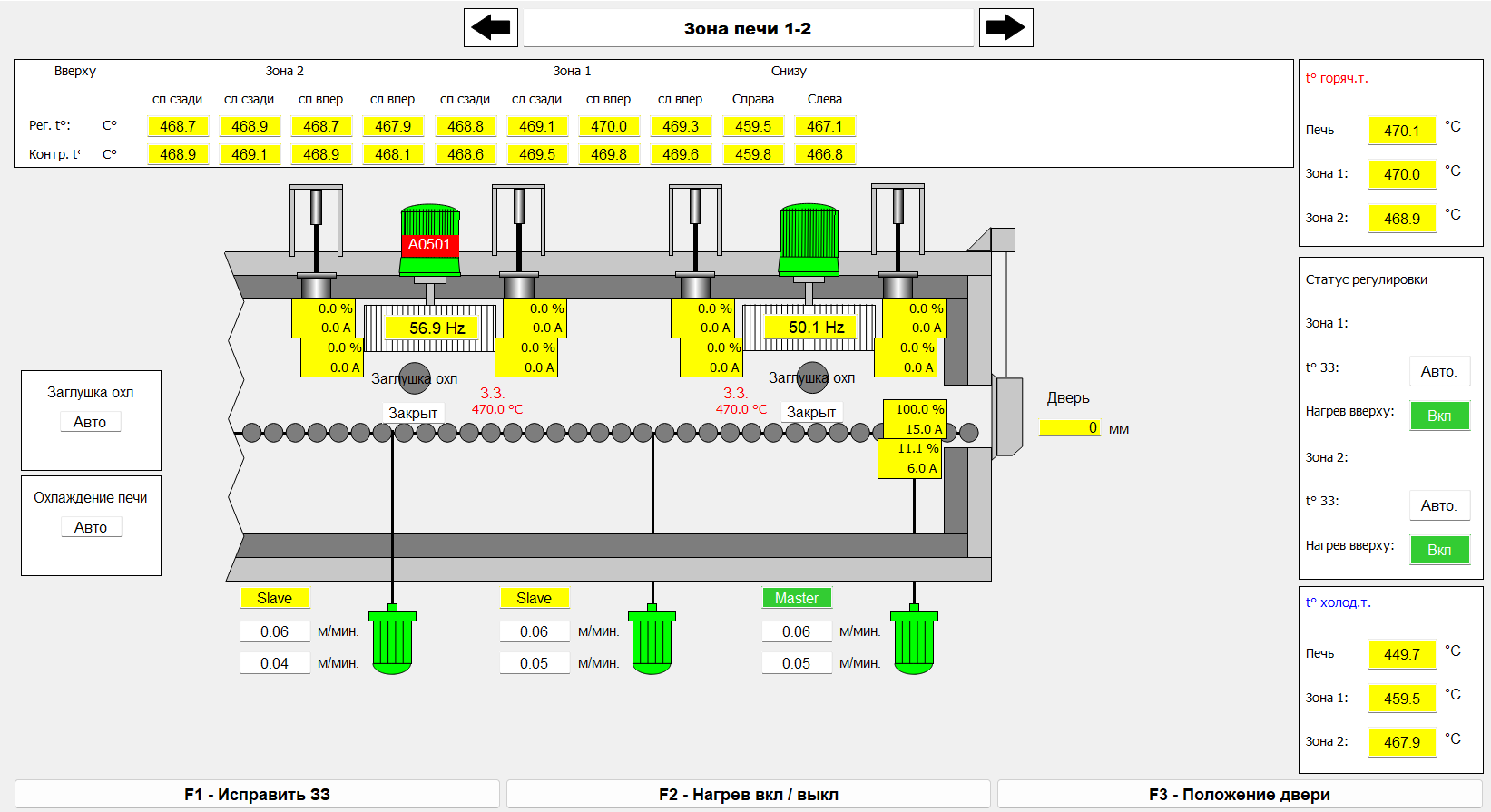
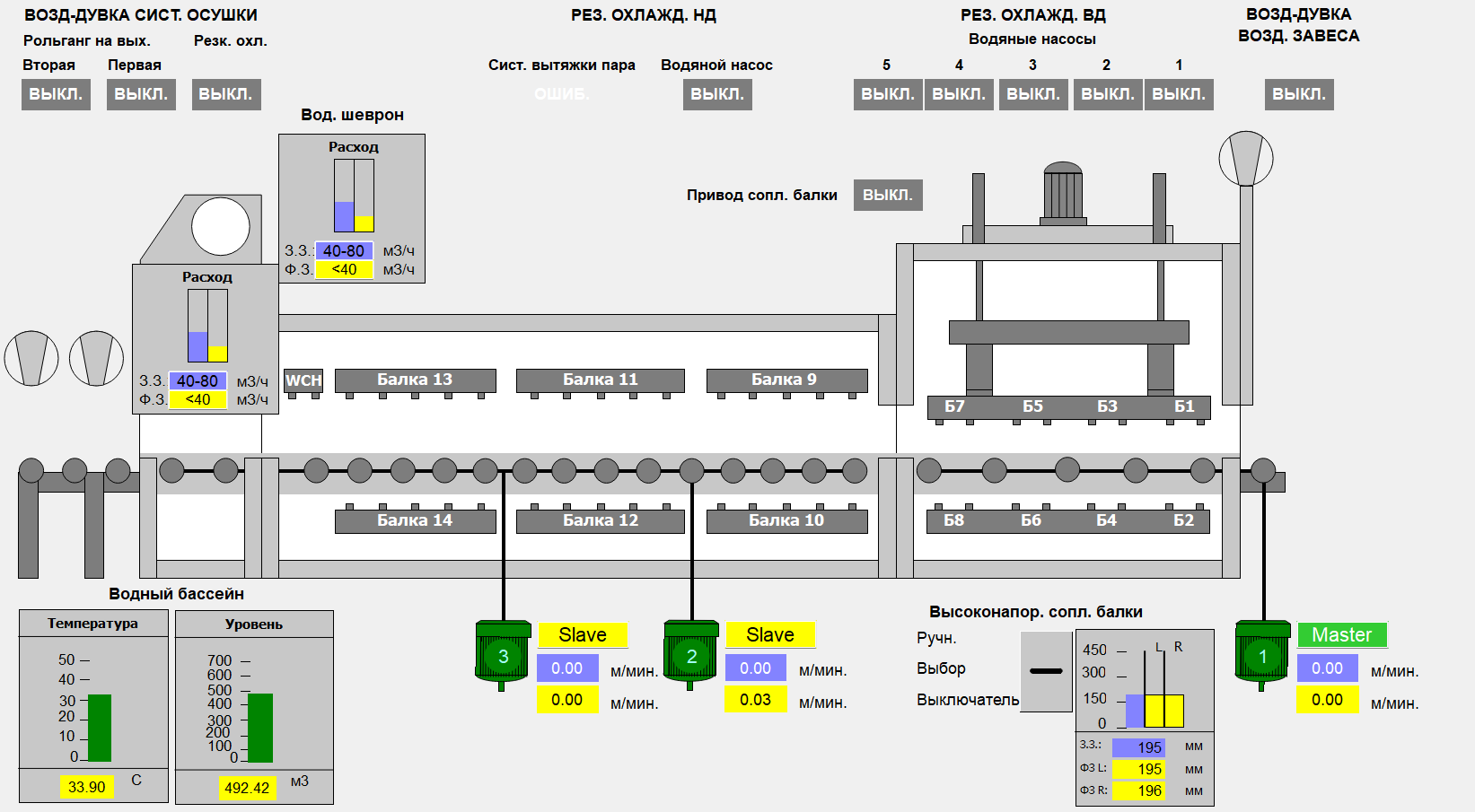
· подсистема визуализации: видеокадры настройки параметров, процессов нагрева выдержки и закалки плит, результатов работы охлаждения печи, отслеживания и корректировки данных садки;
· подсистема создания отчетов: формирование паспорта садки;
· подсистема диагностики: информирование оператора об аварийных ситуациях;
· подсистема управления правами доступа.
Результат
Результатом создания системы стало:
1. обеспечение технологического и управленческого персонала информацией о производстве и качестве обработки металла;
2. обеспечение доступа к архивным данным большого количества параметров производства за длительный период;
3. своевременное информирование о состоянии оборудования и аварийных ситуациях.
Применяемые технологии
КАСКАД-Цифра, a.SCADA , ОРС KepWare, Microsoft SQL Server, IbaPDA.
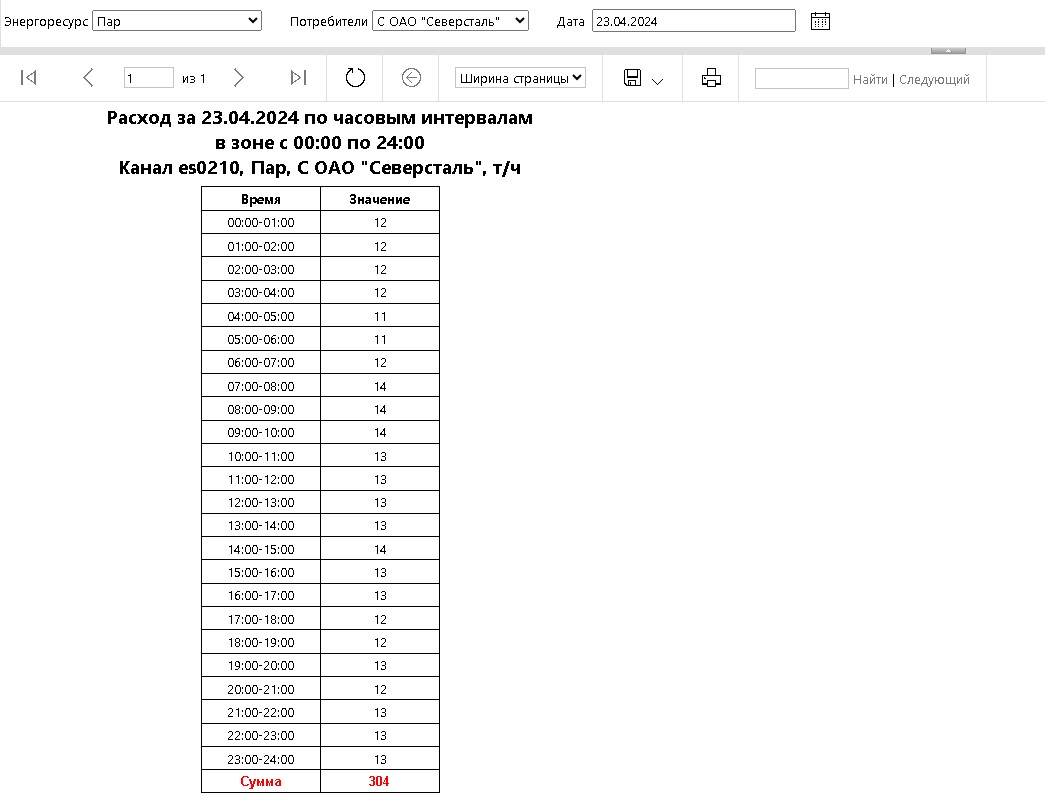
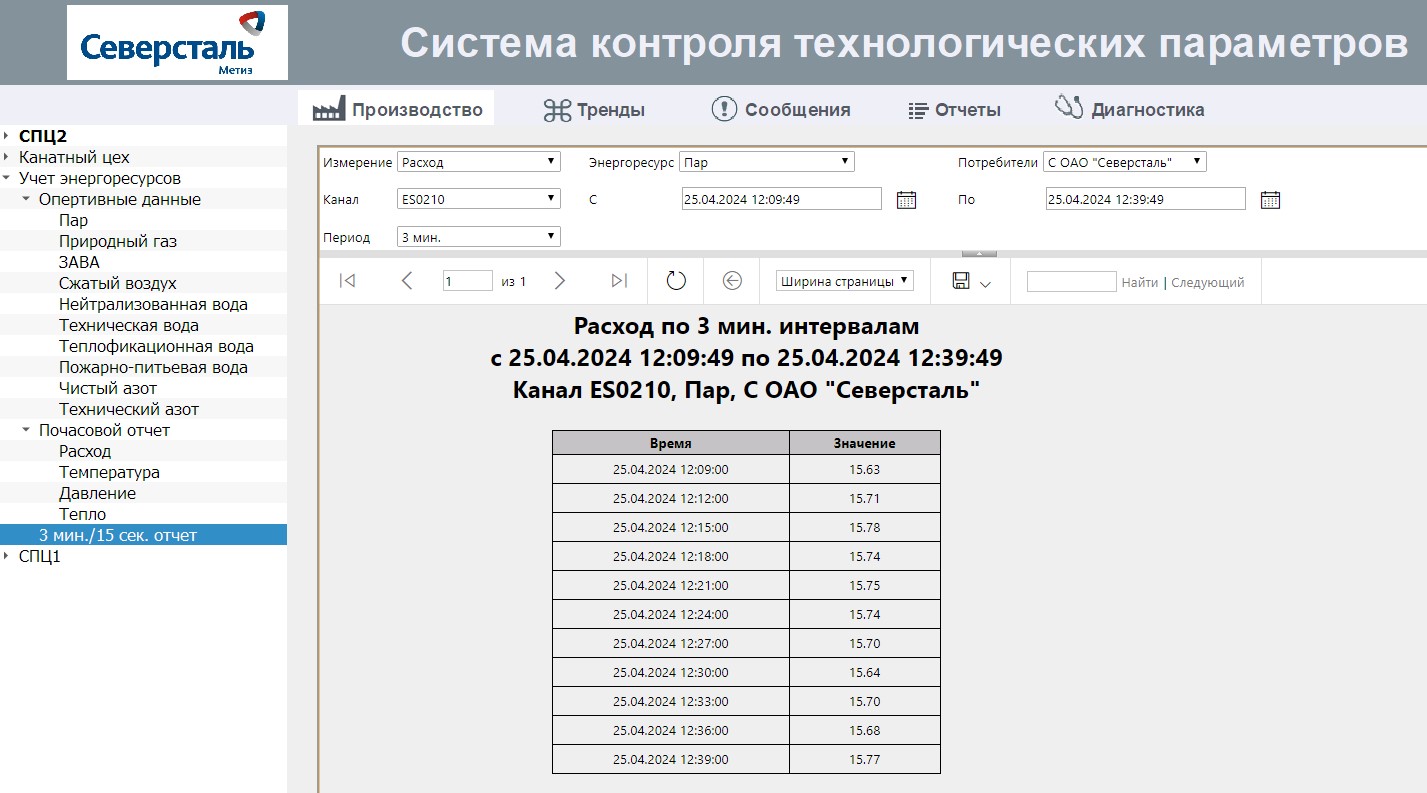
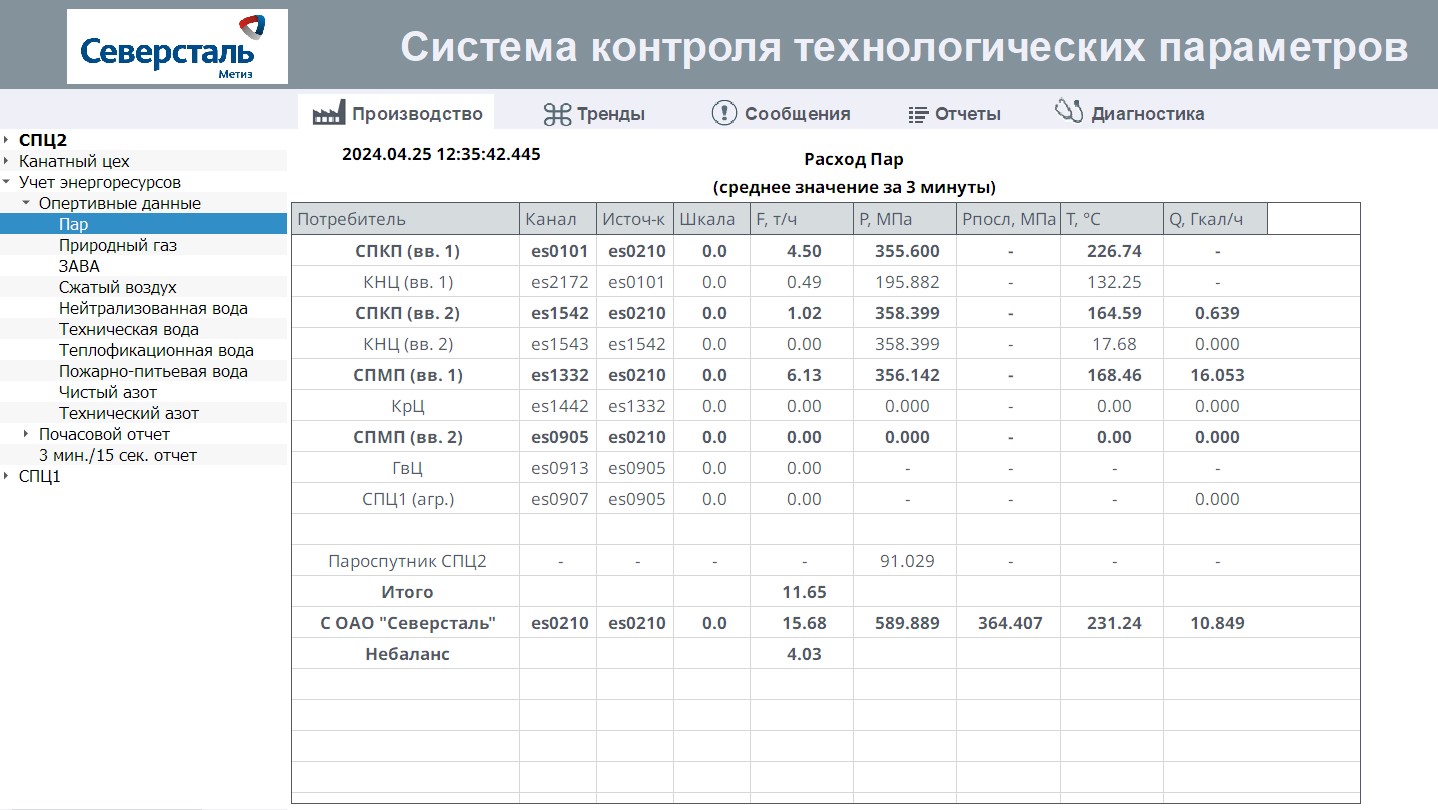
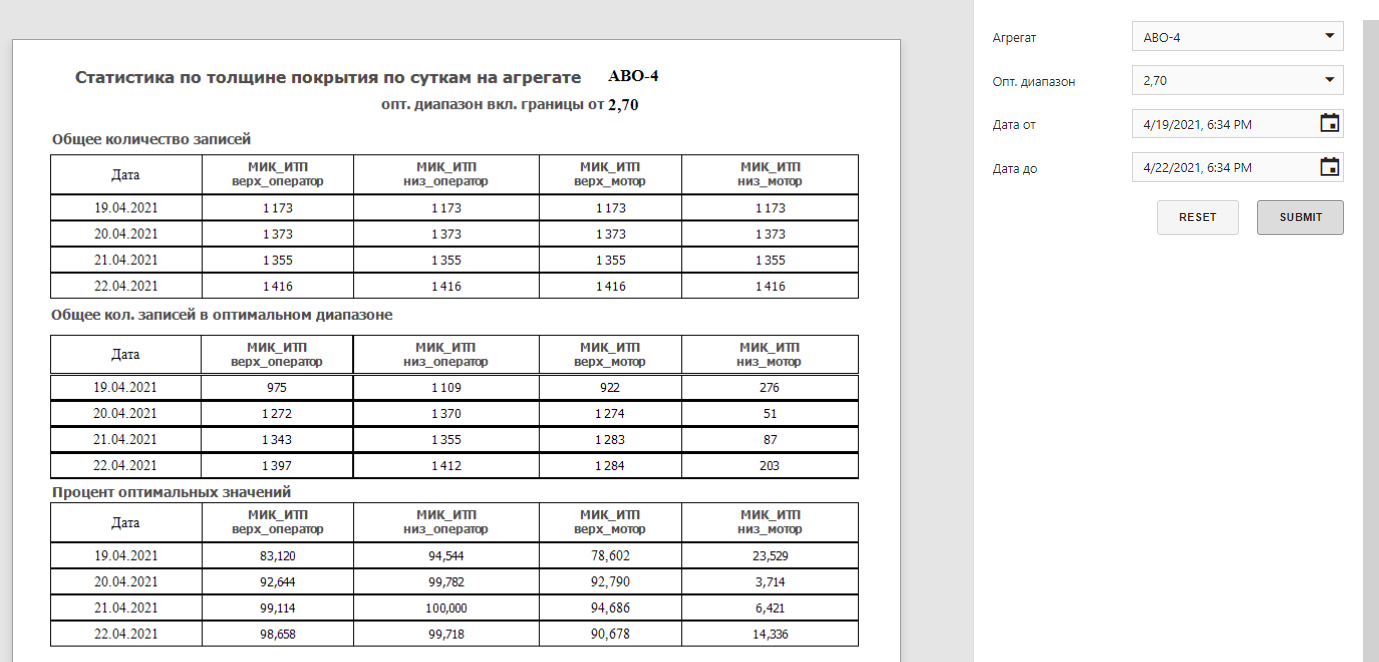
На ОАО «Северсталь-метиз» реализован очередной этап развития Системы контроля технологических параметров (СКТП) – добавлен функционал ведения энергоучета. СКТП относится к системам класса PIMS.
На предприятии ОАО «Северсталь-метиз» ведется поэтапный переход учета энергоресурсов от КТС «Энергия» и ручного формирования отчетных документов на общую информационную платформу СКТП, разрабатываемую с применением системы «Каскад» (разработчик – «Сибком-Цифра», ООО).
Компания ООО «Промцифра» завершила очередной этап этой работы.
В системе реализован следующий функционал:
- расчет и архивирование первичных данных 1 раз в 3 мин (суммирование для расходов, усреднение для прочих параметров);
- расчет и архивирование часовых значений параметров энергоучёта на основании первичных данных (суммирование для расходов, усреднение для прочих параметров).
Функционал системы предоставляет пользователям:
- расчет и вывод таблицы расхода энергоресурсов (сутки, декада, месяц, год) по часовым архивам;
- текущие значения измерения для канала;
- таблицы суммированных и усредненных значений (час, сутки, месяц) по каналу, по 3-х минутным значениям;
- таблицы мгновенных значений расхода ресурса (оперативные данные мгновенные значения 3-х минутные);
- таблицы и отчеты с расчетом баланса расхода энергоресурса (по каждому отдельно).
Для формирования корректного баланса предусмотрено:
- создание каналов (точек учета) с ручным вводом расхода за сутки,
- возможность ручной корректировки вычисленных значений расхода за сутки.
- возможность ввода измерений новых каналов, корректировку названий имеющихся позиций;
- возможность трансформации таблиц в формат Excel.

Наименование решения
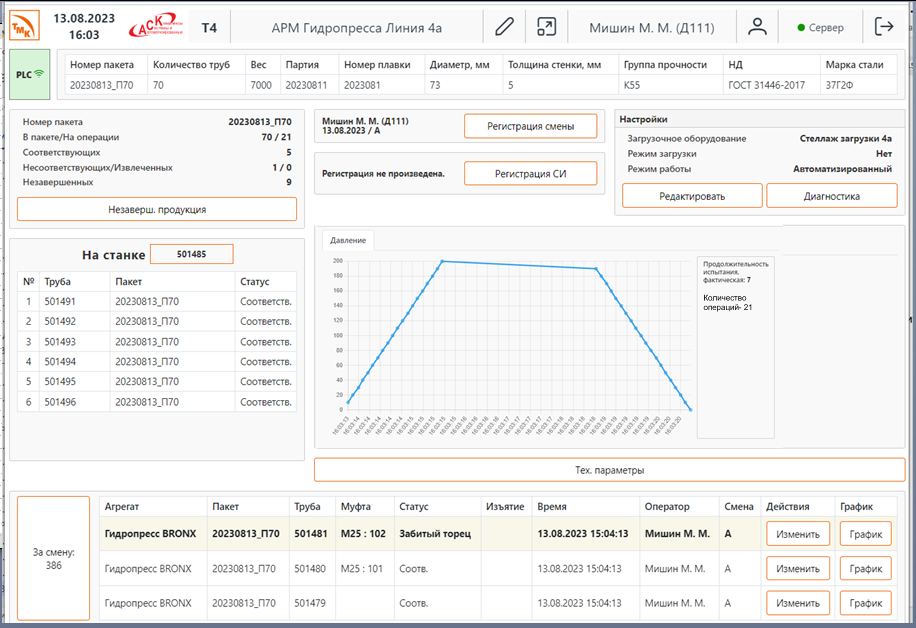
Автоматизированная система идентификации и прослеживания производимой продукции «Поток» (далее - АСИПП «Поток») в цехе Т-4 АО «СинТЗ».
Задачи
АСИПП «Поток» является частью комплексной цеховой системы прослеживания продукции и предназначена для реализации прослеживаемости учётных единиц производимой продукции в сопоставлении с технологическим маршрутом в пределах участков цеха.
Целью создания АСИПП «Поток» является обеспечение MES* производственной и технологической информацией.
Описание
На предприятии реализована трехуровневая информационная инфраструктура АСИПП/АСУДП*/MES. АСИПП«Поток» является базовым информационным уровнем и предназначена для организации слежения за материалом на уровне технологических агрегатов.
АСИПП «Поток» состоит из оборудования базового уровня (ПЛК*), сервера базы данных PostgreSQL, WEB сервера и WEB клиентов (АРМ* Операторов, АРМ Мастеров).
АСИПП «Поток» охватывает участки цеха Т-4:
АСИПП «Поток» реализует два вида прослеживаемости материалов (продиктовано спецификой технологического процесса):
В АСИПП «Поток» возможны два режима слежения за материалом:
Основные функции АСИПП «Поток» :
Результат
Применяемые технологии - С#, Каскад-Цифра, СУБД PostgreSQL.
В статье использованы сокращения:
MES - система управления производственными процессами (Manufacturing Execution System).
АСУ ДП - автоматизированная система управления диспетчеризацией производства
ПЛК - программируемый логический контрллер

Задачи
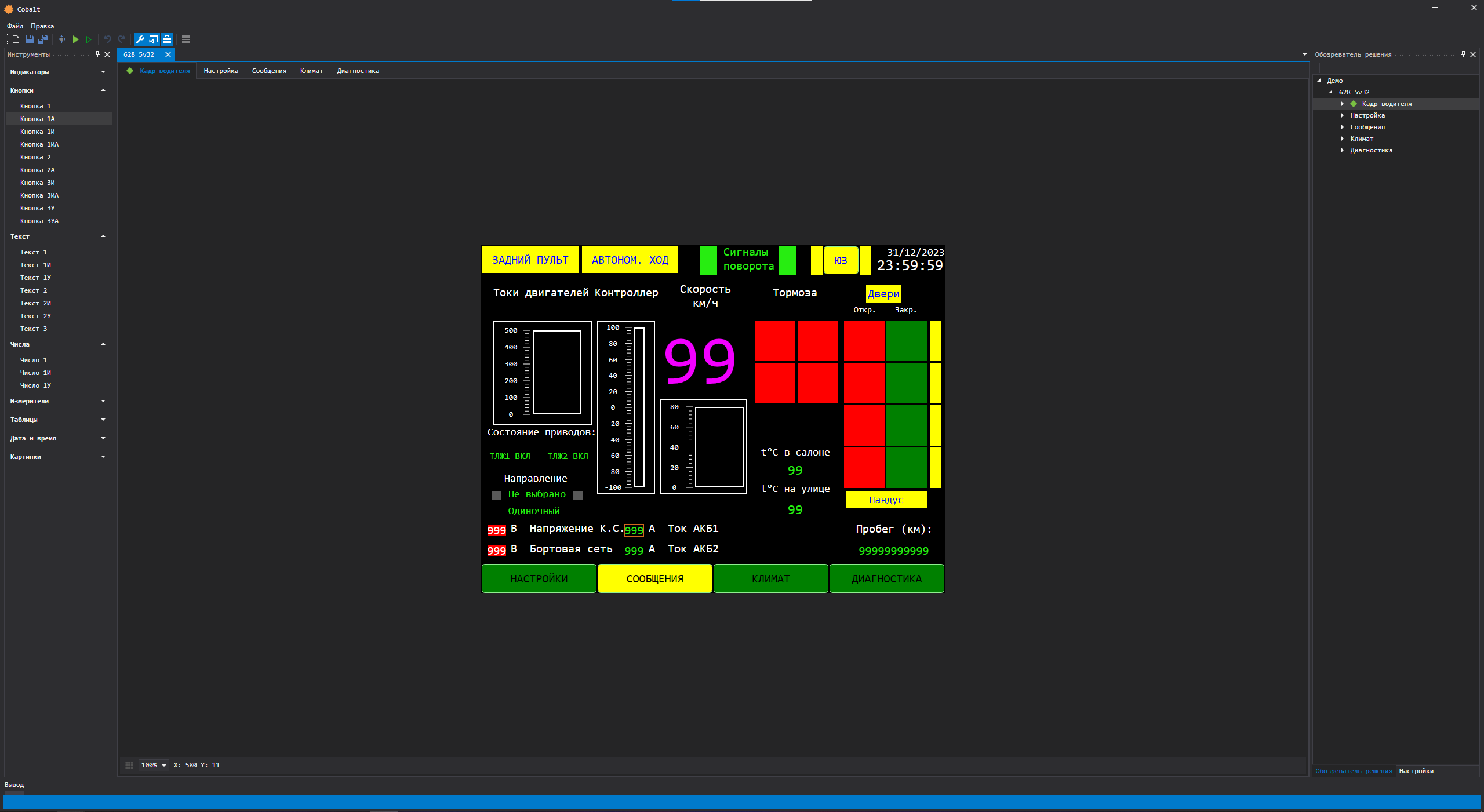
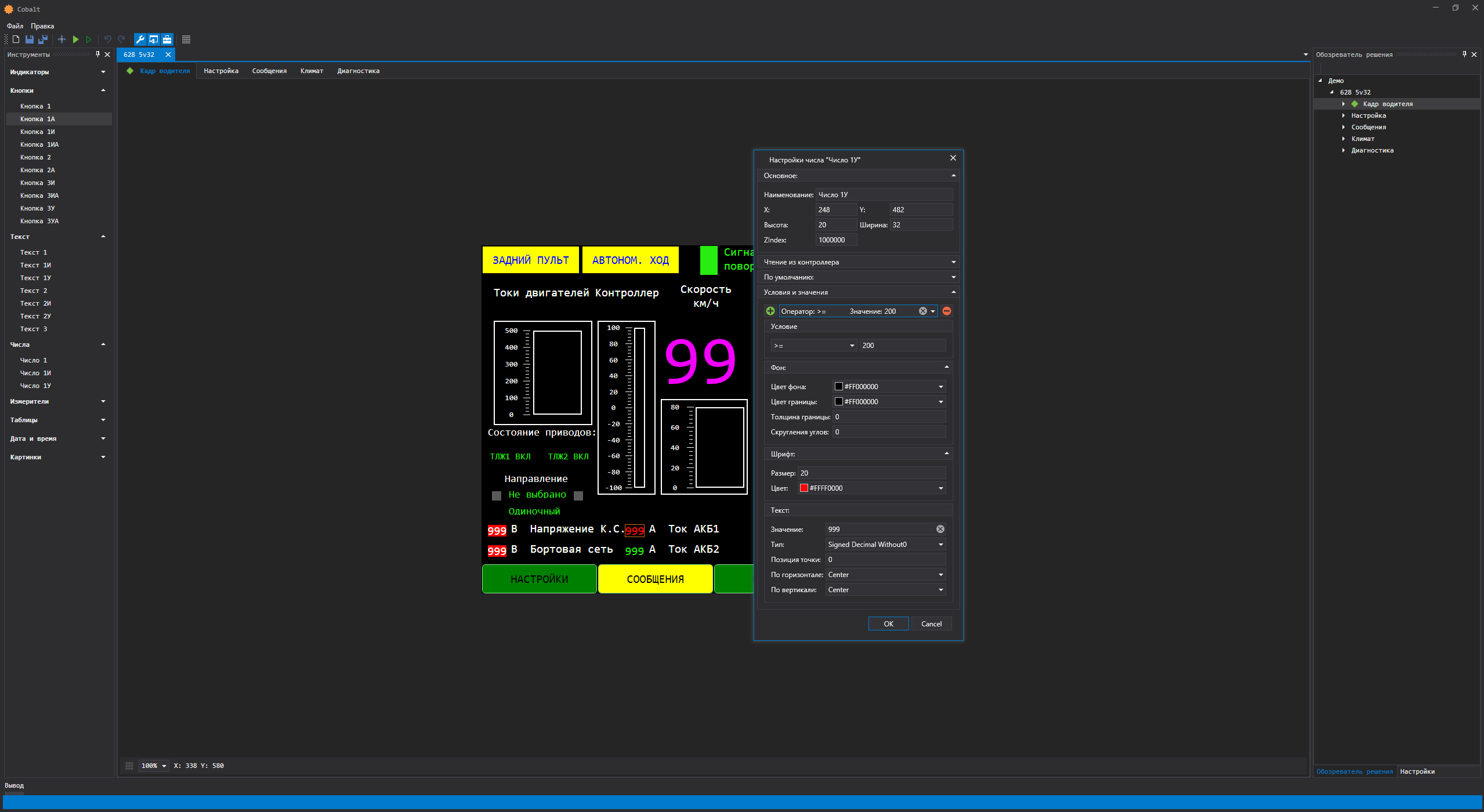
Исходным требованием является разработка системы создания визуализации и управления (SCADA) панельного компьютера, устанавливаемого в кабину водителя трамвая.
Система должна обеспечить простоту конструирования, отладки и установки на конечное встраиваемое устройство при этом обладая достаточно широким спектром для дальнейшего масштабирования и внедрения нового либо необходимого функционала.
Отдельно выделяются следующие пункты:
Описание
Система предназначена для разработки проектов визуализации и управления для панелей операторов, панельных и стационарных компьютеров и других устройств, поддерживающих архитектуру x86_64, ARM (aarch32, aarch64).
Система состоит из 2-х основных подсистем.
Рабочая область конструктора состоит из нескольких элементов визуального интерфейса. К ним относятся область рисования (визуальная область конструктора), окно «Обозреватель решения», предоставляющий информацию о проекте, экранах и используемых на них визуальных элементах, «Панель инструментов», «Вывод» отображающий журнал действий и «Свойства».
Результат
В результате создания системы:
Применяемые технологии - C#, .NET 8, WPF, Linux
Наименование решения
Система слежения за металлом (Уровень 2) Центра Обработки Металла (ЦОМ -3) ПАО "Северсталь"
Задачи
Автоматизированная система слежения за металлом на агрегатах резки предназначена для:
Описание
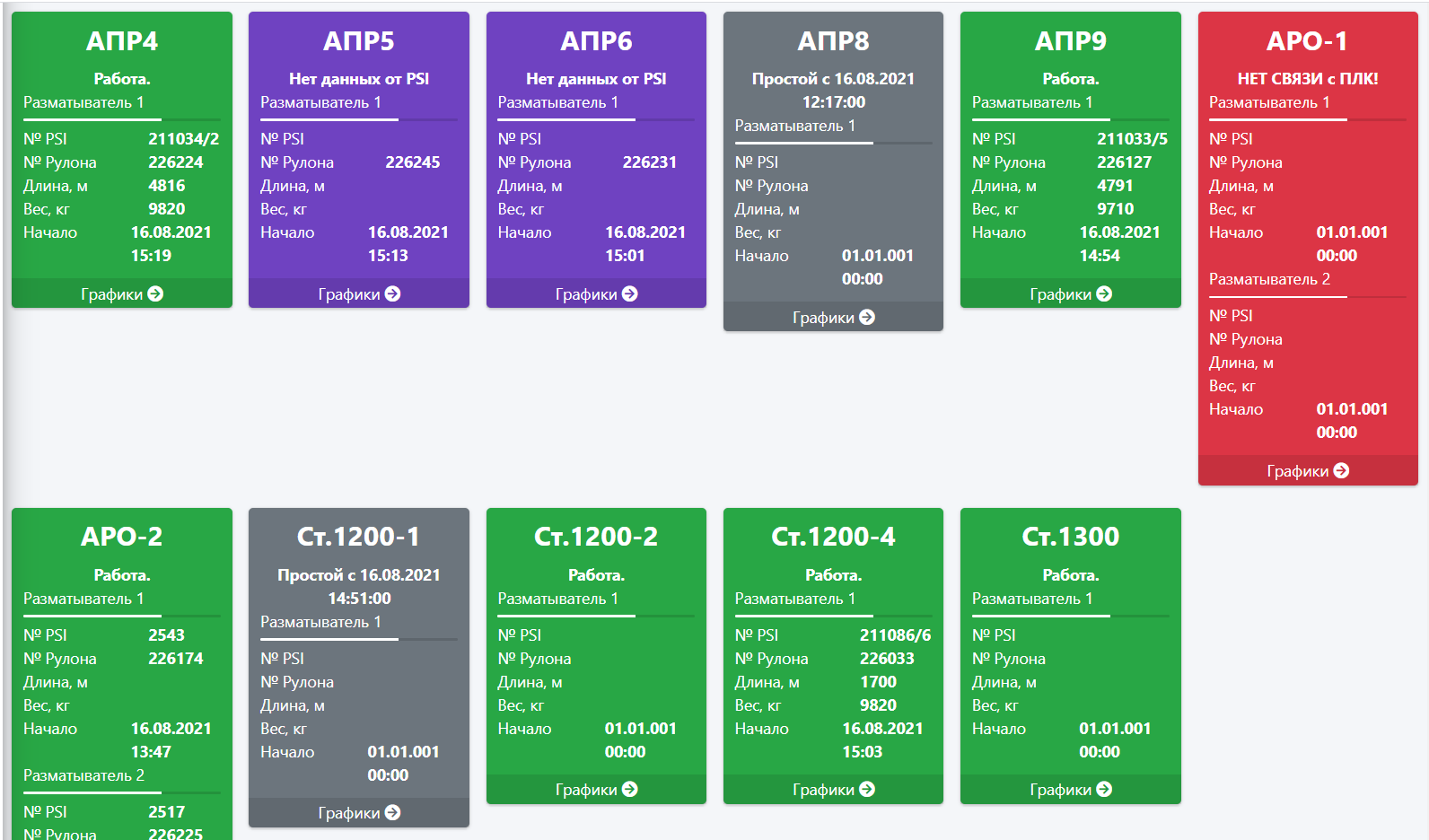
Реализованная в ЦОМ-3 система Уровня 2 развернута на следующих агрегатах цеха: АПР-3, АПР-4, АПР-5, АПР-6, АПР-8, АПР-9, АПР-10.
Система состоит из оборудования базового уровня, KepWare сервера, сервера базы данных ORACLE, TCP/IP менеджера, Файлового менеджера, WEB сервера и клиентов оператора.
Комплект оборудования базового уровня установлен на каждом агрегате и включает; программируемый логический контроллер системы слежения за металлом, имеющий связь с технологическими контроллерами агрегата, и набор датчиков, необходимых для реализации функций прослеживания металла.
В системе реализован следующий функционал:
Результат
В ходе создания системы:
Решение вышеперечисленных задач позволило уменьшить объём запускаемой партии для выполнения сбытового заказа путем точного, оперативного и достоверного контроля качества выпускаемой продукции и оперативного перепланирования производства.
Точное определение мест дефектов позволило уменьшить расходный коэффициент при вырезке дефектов.
Реализация задачи прослеживаемости исключила ошибки задачи рулонов на порезку, тем самым исключив перепутывание плавок и партий.
Применяемые технологии - Step 7, С#, ОРС KepWare, СУБД Oracle.

Наименование решения
Система Уровня 2 (система слежения и управления технологией) МНЛЗ-5 (Машины Непрерывной Разливки Стали)
Задачи
Одной из задач модернизации МНЛЗ №5 является разработка системы слежения и управление технологией МНЛЗ (Уровень 2 МНЛЗ).
Система решает задачи автоматизированного управления технологическим оборудованием и технологическим процессом разливки.
Система предназначена для:
Описание
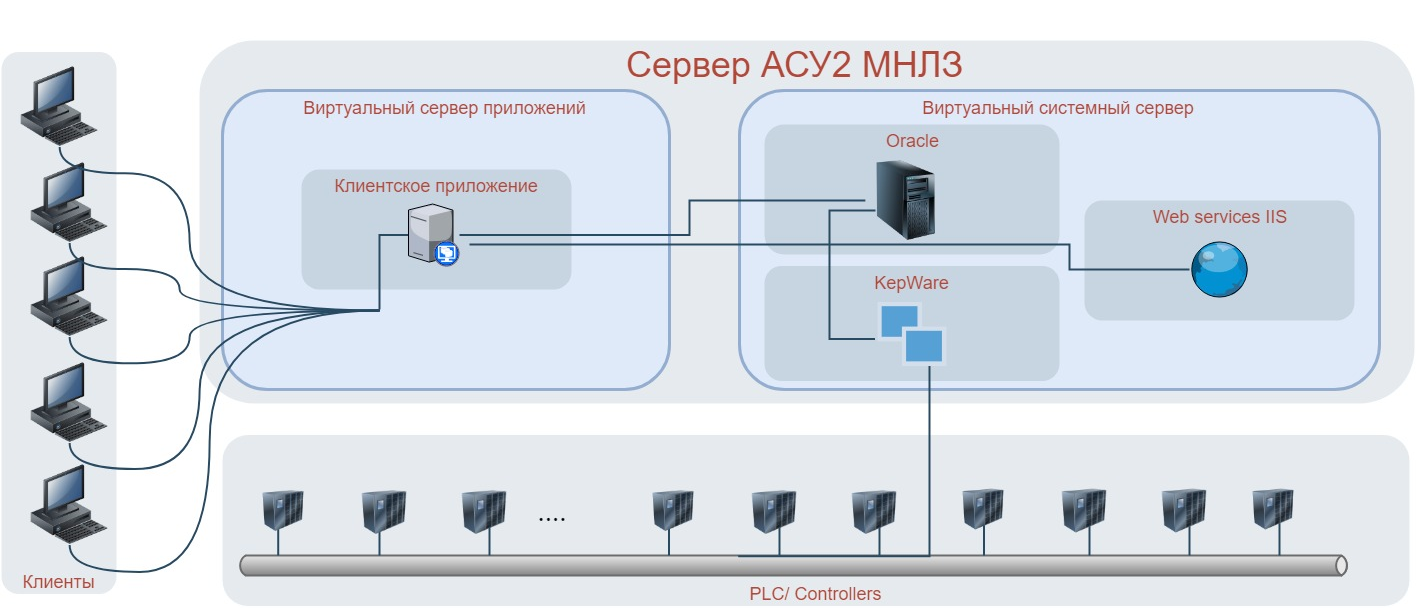
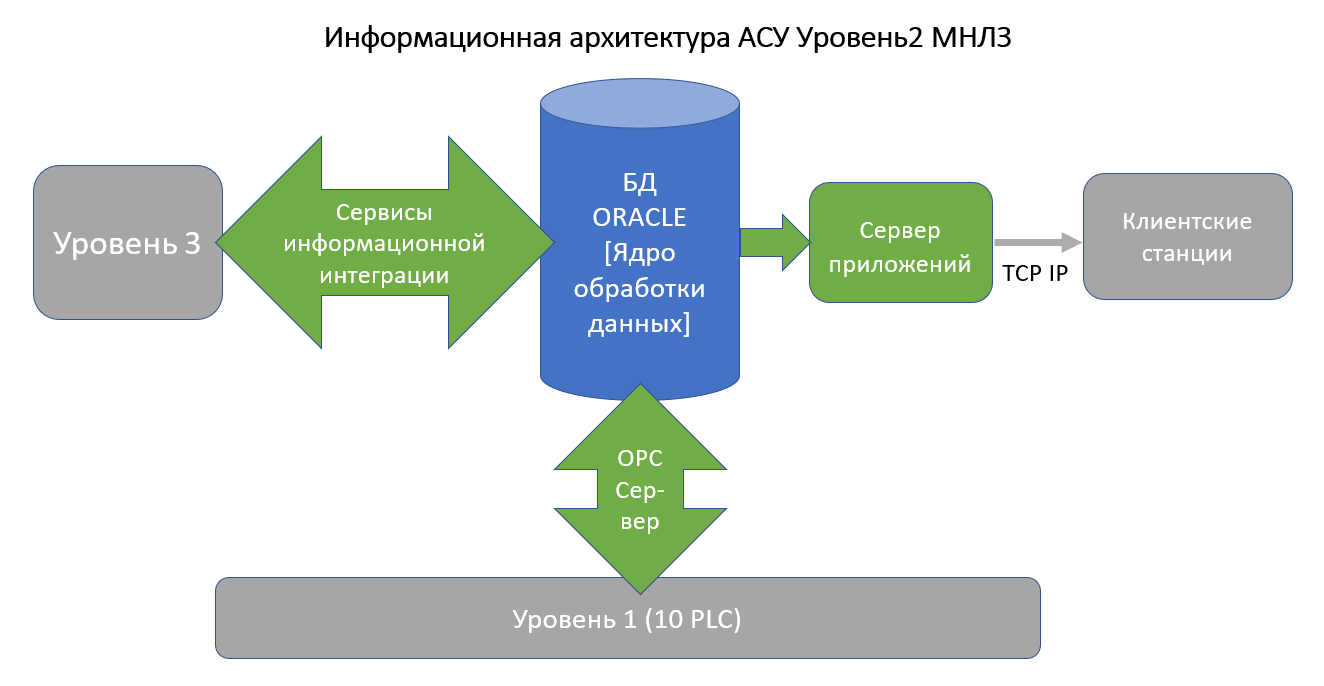
Технические средства Системы Уровень 2 МНЛЗ состоят из системы связи с объектом (базовая автоматизация) и системы обработки, хранения и отображения информации.
ПО Системы развернуто на 2-х виртуальных серверах. Сервер системы сбора данных является ядром системы. Клиентский сервер является сервером приложений. На сервере системы расположен Web server для установки клиентского программного обеспечения. Доступ осуществляется через любой web браузер.
На сервере Системы установлен KepWare для сбора и первичной обработки данных. Также там расположена база оперативного хранения данных Oracle.
На сервере приложений расположено клиентское программное обеспечение. Доступ, к которому осуществляется с тонких клиентов через удаленные рабочие столы.
Функции, реализованные в системе:
Функция двунаправленной информационной интеграции со смежными системами.
Функция управления системами АСУ ТП.
Функция планирования производства, согласно производственной программе.
Функция предварительной экспертной аттестации качества металла по сегментам (подсистема аттестации сегментов):
Функция визуализации включает:
Функция создания отчетов:
Функция самодиагностики:
Функция авторизации пользователей.
Результат
Результатом создания системы стало:
Применяемые технологии
Step 7, С#, ОРС KepWare, СУБД Oracle.


Наименование решения
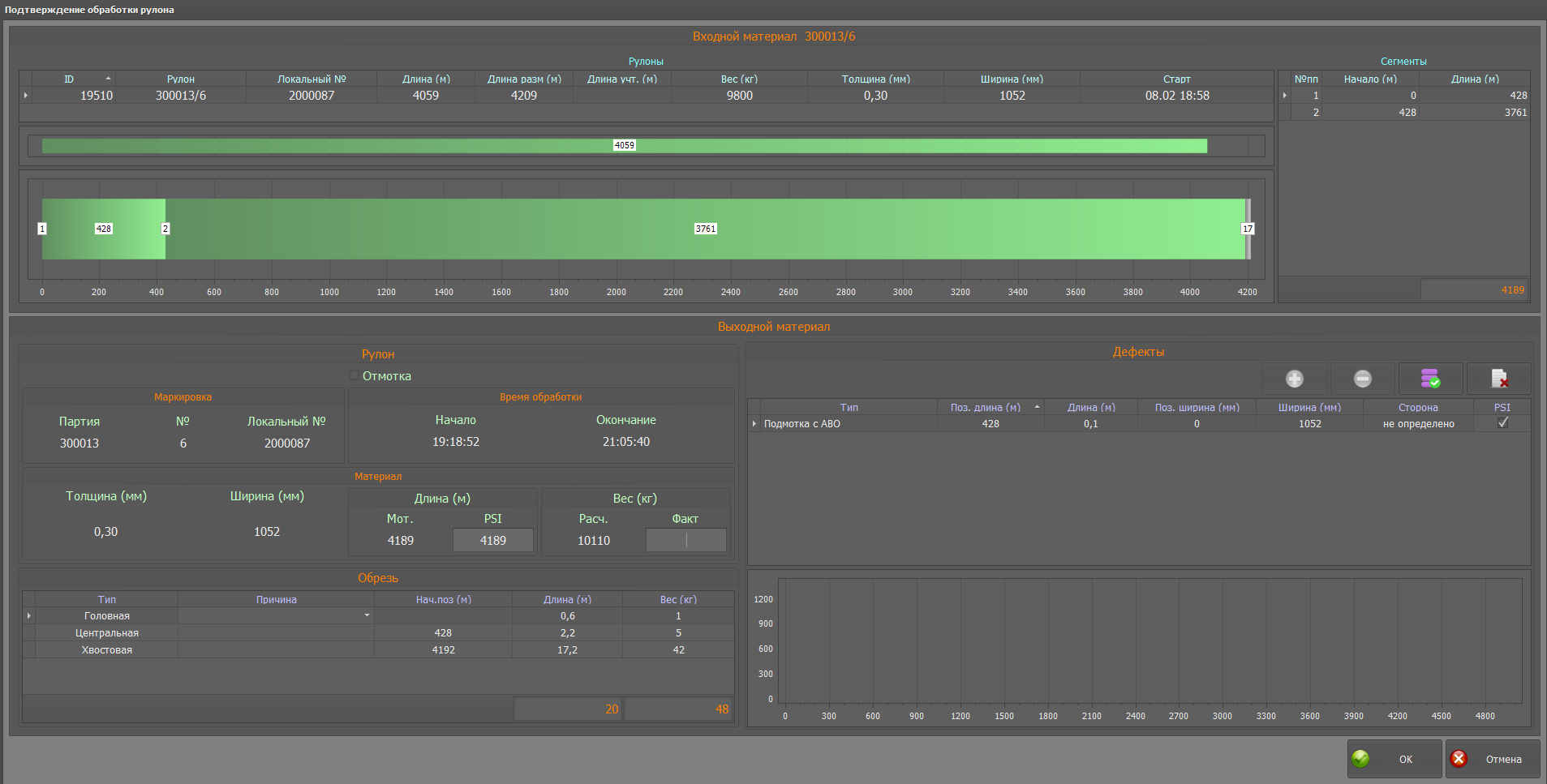
Создание Системы Уровня 2 автоматизации агрегатов цеха холодной прокатки «1700» и Интеграционного слоя (решение класса PIMS).
Задачи
Реализованы следующие функции:
Описание
В ходе реализации Системы к ней подключено 29 агрегатов цеха, включая прокатные станы, и 128 колпаковых печей.
Система автоматически собирает информацию с датчиков, записывает в единую базу данных и хранит её. Это множество параметров по всем агрегатам основного производственного цикла: температура, скорость проката, толщина, вес рулона.
Кроме того, собранная информация автоматически поступает в системы высшего уровня, в том числе в MES-систему PSI Metals, которая задействована в планировании производства, систему управления предприятием SAP. Также система «Уровень 2» является основной базой данных, на которых строятся математические модели, внедряемые на производстве.
Состав Системы
Система» состоит из оборудования базового уровня, KepWare сервера, сервера базы данных ORACLE, файлового сервера, WEB сервера.
Комплект оборудования базового уровня установлен на каждом агрегате и включает программируемый логический контроллер имеющий связь с технологическим(и) контроллером(и) агрегата и набор датчиков, необходимых для реализации функций прослеживания металла.
KepWare Сервер - это виртуальный сервер, обеспечивающий обмен информацией между PLC Системы агрегатов и сервером Базы Данных ORACLE.
«ORACLE Server» - это виртуальный сервер, обеспечивающий обработку и хранение данных, полученных с базового уровня посредством KepWare Сервер. На сервере развернута база данных Oracle 12c. Также ORACLE Сервер обменивается данными с серверами систем СКПП с помощью стандартных механизмов базы данных Oracle 12c.
Файловый Сервер - это виртуальный сервер, обеспечивающий импорт, преобразование и хранение файлов Системы Контроля Планшетности, установленной на агрегате АПР8, а также хранения файлов системы сбора технологических параметров «IBA» для предоставления WEB-приложению «Phoenix». Файловый Сервер имеет подключение по сети Ethernet к Серверу Системы Планшетности и серверам систем «IBA» всех агрегатов.
WEB Сервер - это виртуальный сервер, на котором развернут WEB-портал Системы . Портал доступен клиентам бизнес-сети предприятия. WEB Сервер имеет подключение к Файловому Серверу и ORACLE Сервер по сети Ethernet через промежуточное сетевое оборудование с функцией фильтрации пакетов.
Система состоит из 2-х основных подсистем.
Результат
По всему основному производственному оборудованию ЦХП реализована система автоматического отслеживания производства и контроля технологии изготовления с полной интеграцией с MES системой. Это позволяет оперативно получать объективную информацию о статусе выполнения производственных и сбытовых заказов, уменьшает производственный цикл, издержки на незавершённое производство.
Применяемые технологии
Step 7, С#, Oracle 12c, IbaPDA .



Система предназначена для:
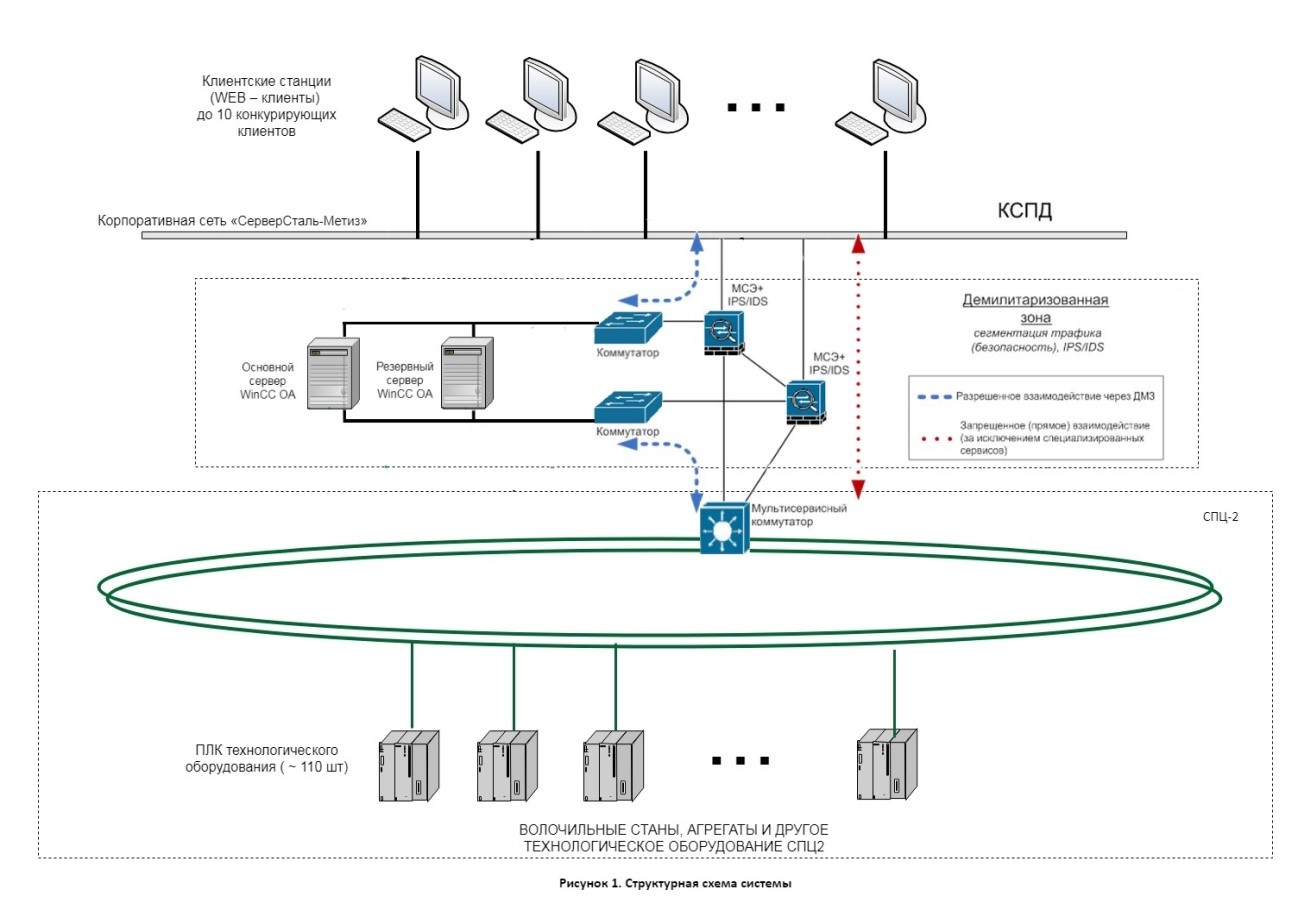
Система построена по клиент-серверной архитектуре. На серверах системы развернуто программное обеспечение a.PIMS, разработанное на базе системы Каскад-Цифра. Сервера системы резервированные. Клиенты реализованы по WEB технологии.
В СПЦ 2 в систему СКТП заведено 95 агрегатов, 115 контроллеров.
Система собирает около 23 000 параметров
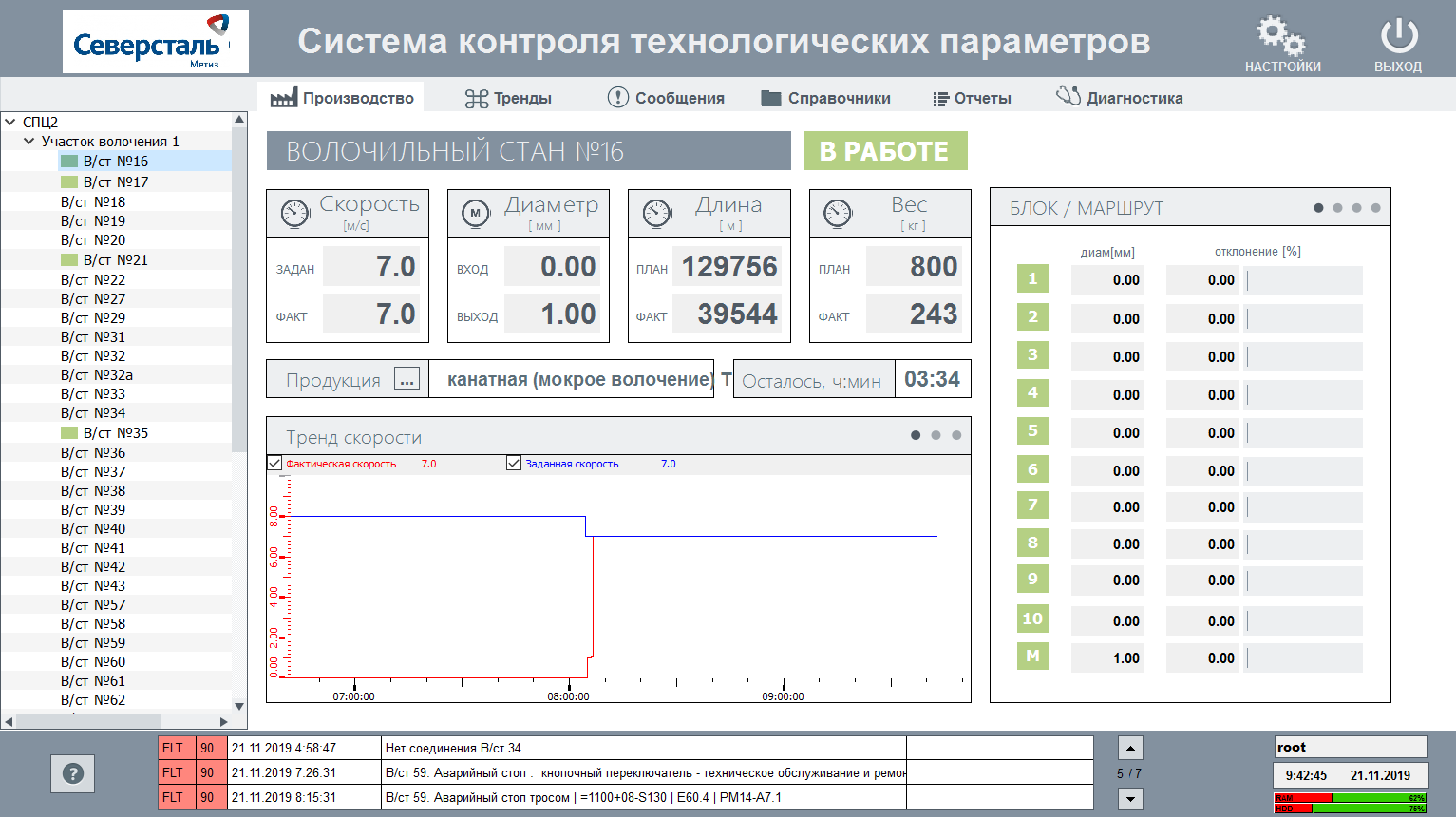
Основные виды технологического оборудования, подключенные к системе:
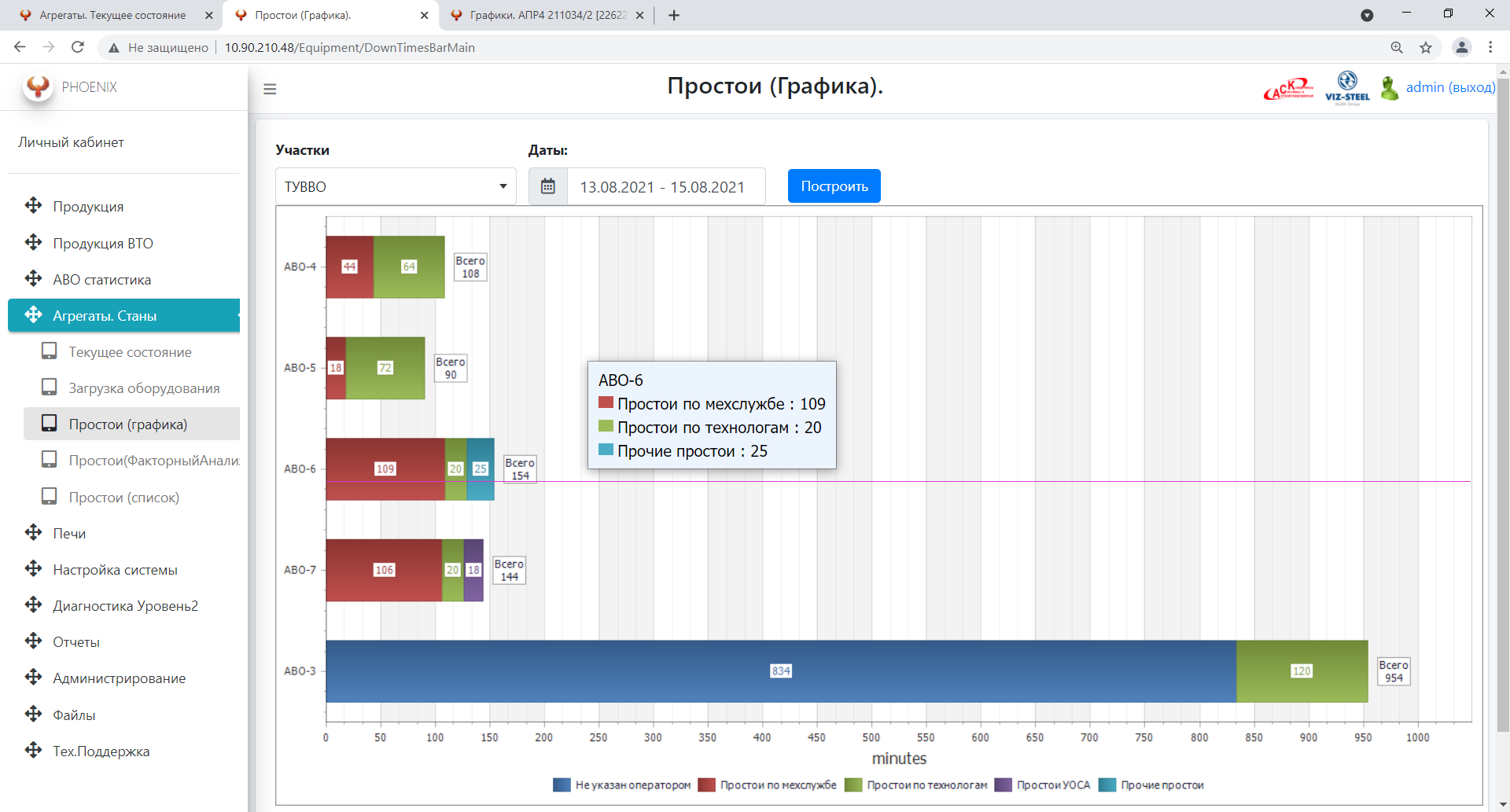
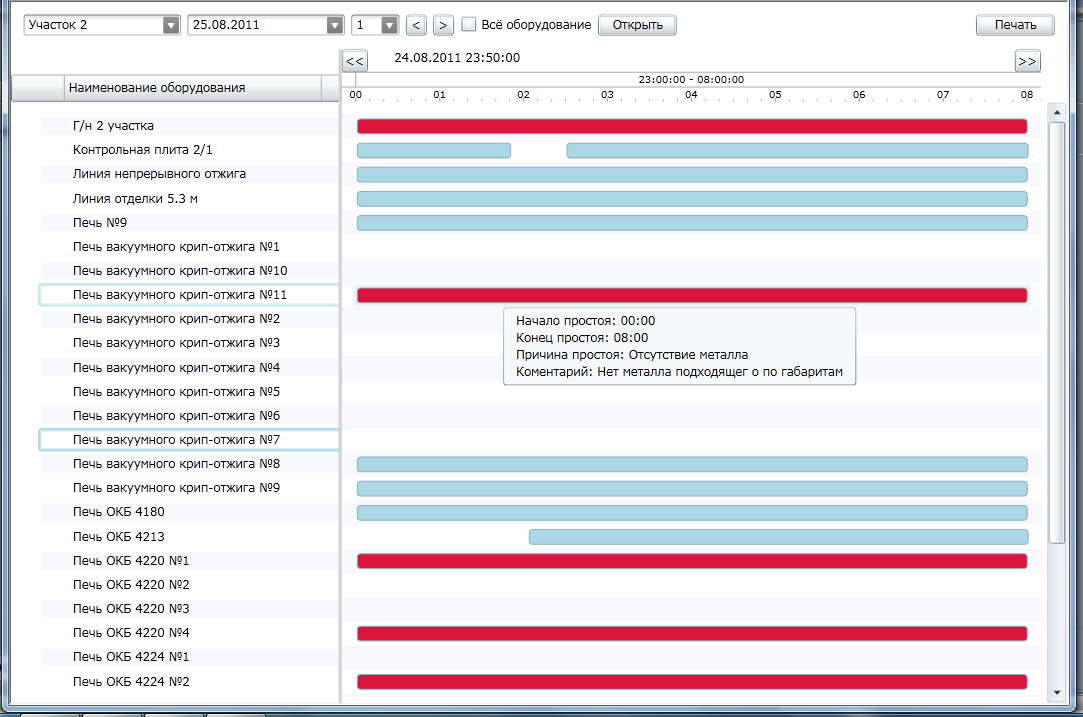
В системе отображается информация о состоянии оборудования, текущие значения параметров, информация о продукции, графики параметров, сообщения по выбранному агрегату.
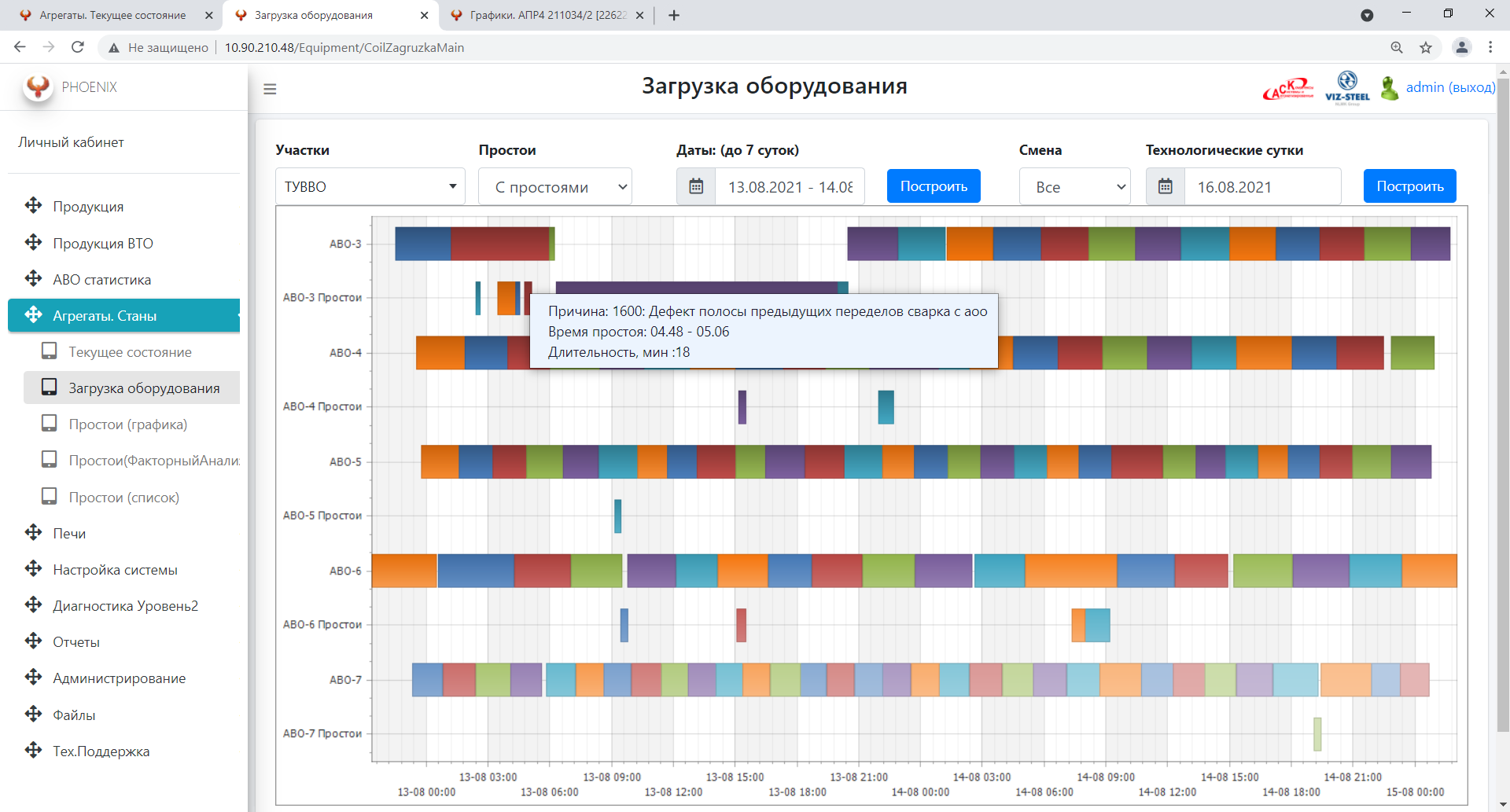
В системе выводятся временные диаграммы работы/простоев оборудования выбранного участка.
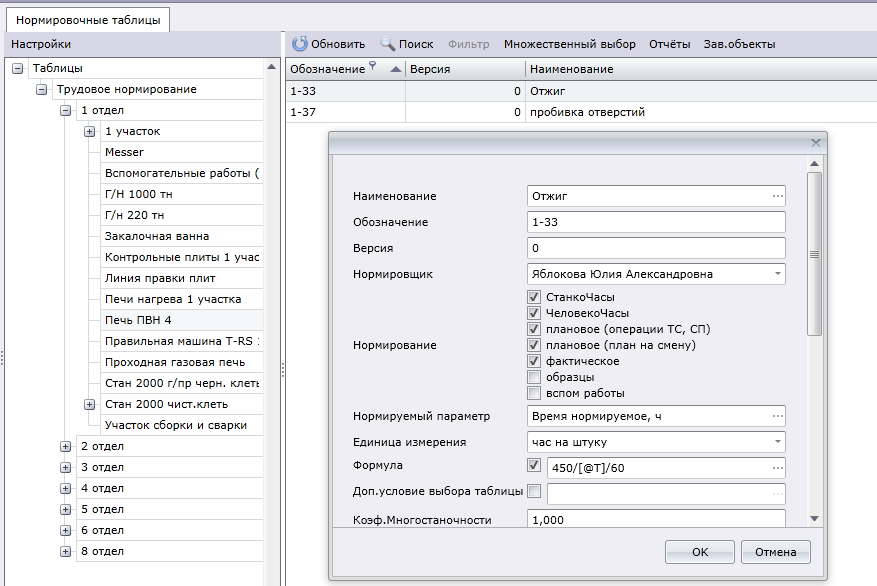
В системе реализован интерфейс ручного ввод информации о параметрах обрабатываемой продукции для каждого агрегата.
В системе реализован выбор и отображение на графики требуемых параметров, вывод списков сообщений со всего оборудования цеха.
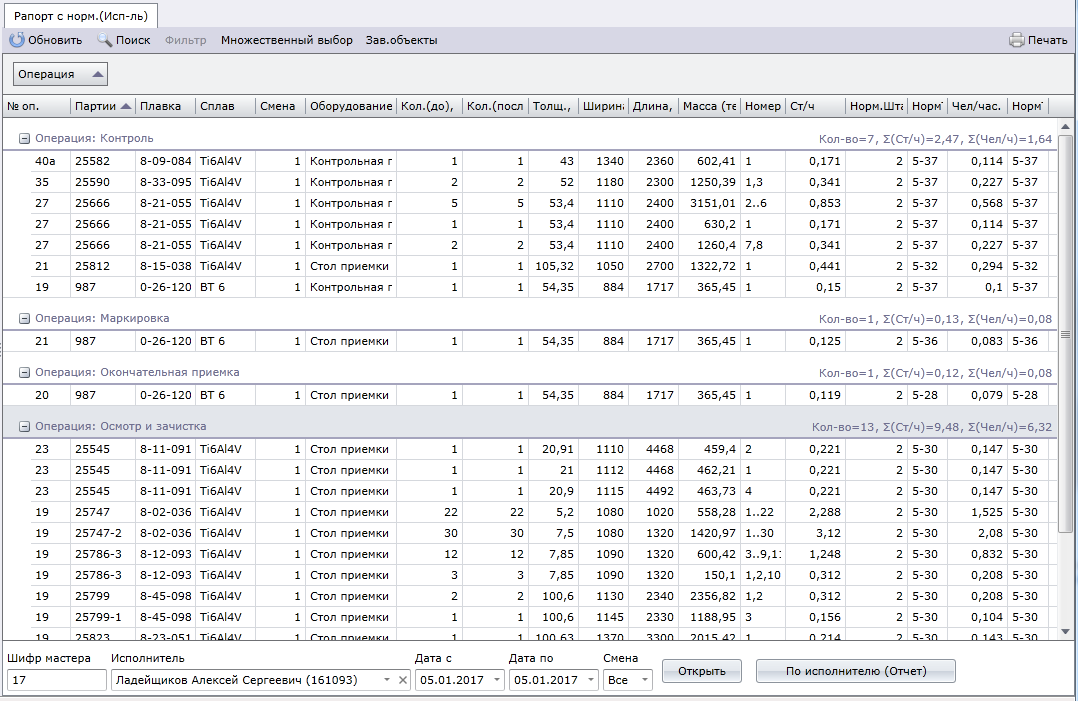
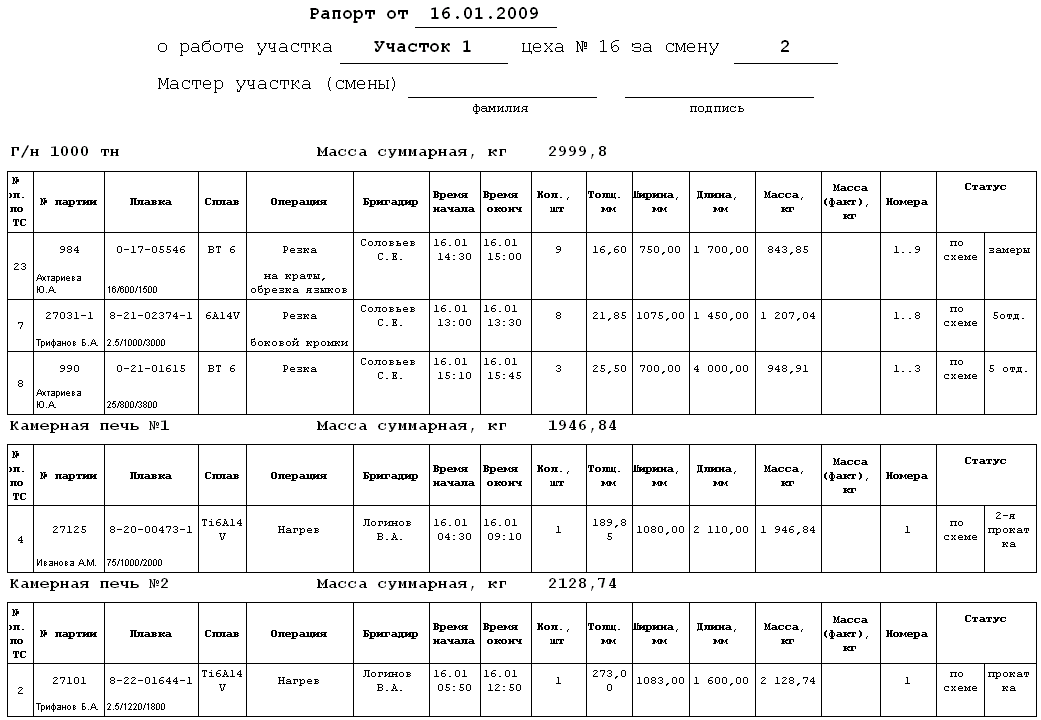
В системе реализована система отчетности, выводящая отчеты по производственным рапортам, простоям, расходам энергоресурсов.
В системе реализован функционал ведения внутренних справочников.
В системе реализована диагностика состояния оборудования цеха и самодиагностика системы.
Система предоставила доступ к реальной оперативной информации для верного и оперативного принятия решения управляющему персоналу.
Система выдает реальную информацию о производительности каждого агрегата, исключает приписки персонала по перевыполнению планов (соответственно, дополнительному необоснованному премированию).
Система позволяет более эффективно загрузить все оборудования, исключая рваный режим работы, связанный с работой оборудования в неэффективных режимах с повышенной нагрузкой и последующими необоснованными простоями.
Система позволяет вести расчет заработной платы на основании реальной производительности, рассчитанной системой с детализацией до смен и единиц персонала.
Система позволяет выявить узкие места (бутылочное горло) в части загрузки всего оборудования для принятия решения по расшивке этих узких мест.
Система позволяет оперативно диагностировать выход оборудования из строя для минимизации простоев на восстановления его работоспособности.
a.PIMS, Step 7, С#, Каскад-Цифра

Наименование решения
Модернизация автоматизированной системы управления (АСУ) Уровень 2 МНЛЗ-1.
Задачи
Модернизация АСУ Уровень 2 предназначена для:
Описание
Программные средства АСУ Уровень 2 МНЛЗ состоят из:
Все программное обеспечение АСУ Уровень 2 развернуто на 2-х виртуальных серверах:
В рамках АСУ Уровень 2 реализованы следующие подсистемы:
Результат
Результатом создания системы стало:
Применяемые технологии - Step 7, С#, ОРС KepWare, СУБД Oracle.


Система состоит из следующих компонентов:
Система позволяет решать следующие задачи:
Особенности реализации системы:
Экономический эффект от внедрения АС МДТ:
Step 7, С#, ОPC Simatic Net S7, СУБД MS SQL.

Наименование решения
Автоматизированная система управления производством «Титан 16» цеха №16 (АСУП «Титан16»).
Задачи
Основная цель АСУП «Титан 16» — это предоставление технологическим, плановым, аналитическим службам цеха эффективных инструментов управления производственными процессами.
Автоматизированная система управления производством «Титан 16» решает задачи:
Описание
АСУП «Титан 16» охватывает все производственные участки и агрегаты цеха 16.
Характеристика объекта автоматизации:
Архитектура
АСУП «Титан 16» имеет клиент-серверную архитектуру. Серверная часть – распределенная, состоит из WEB-серверов, серверов СУБД. Выполнено резервирование всех элементов серверной части.
Клиентские станции являются WEB-клиентами. Любой компьютер, подключенный к заводской сети Ethernet, может стать клиентом системы (при наличии прав доступа у пользователя). Всего около 100 клиентских станций.
Функции АСУП «Титан 16»:
Результат
Применяемые технологии - С#, СУБД MS SQL.
